конспект урока по технологии на тему: «Заточка дереворежущих инструментов» 7 класс
План – конспект урока
Тема урока: Заточка дереворежущих инструментов.
Цель: Формировать у учащихся умение заточки столярного инструмента; научить правилам и последовательности заточки деревообрабатывающего инструмента; развивать технические знания в области резания материалов; воспитывать дисциплинированность и точность при выполнении работы.
Задачи урока:
обучающая – ознакомление с приемами заточки и доводки дереворежущих инструментов, формирования у учащихся умения заточки столярных инструментов, дать понятие прифуговки зубьев солярных пил и ножовок;
развивающая – развивать технические знания в области резания материалов;
воспитательная – воспитывать дисциплинированность, аккуратность и точность при выполнении работы.
Оснащение урока: дереворежущий инструмент (стамеска, долото, ножи рубанка или фуганка, столярная ножовка), абразивные бруски, оселки, трехгранный напильник, напильник в колодке, ромбический напильник, разводка; ПК, презентация «Заточка дереворежущих инструментов»
Методы обучения: рассказ, фронтальный опрос, демонстрация инструментов, приемов работы, практическая работа.
Тип урока – комбинированный.
Опорные понятия: оселок, доводка, правка, заусенцы, абразивный инструмент, абразивный брусок, прифуговка.
Время проведения – 45 минут.
Прежде, чем приступить к обработке материалов режущими инструментами, необходимо проверить их надежность, работоспособность. Инструмент должен быть всегда налажен, хорошо заточен. В ходе этого урока ученики знакомятся с приемами и последовательностью заточки долот, стамесок, столярных ножовок. Объяснение учителем процесса заточки сопровождается показом презентации.
Объяснение учителем процесса заточки сопровождается показом презентации.
Ход урока
п/п
Этапы урока
Действия учителя
Деятельность учеников
ИКТ
1
Организационный момент
Приветствие,
контроль посещаемости,
проверка готовности учащихся к уроку
Приветствие учителя, наличие спецодежды, письменных принадлежностей
2
Проверка ранее изученного материала
Работа с классом: тестирование
Выполнение теста «Конструкторская и технологическая документация»
Сведения о процессе изготовления изделий приведены:
на чертеже изделия;
на техническом рисунке;
на сборочном чертеже;
на технологической карте.


технологическая документация – это:
комплект графических и текстовых документов;
единая система конструкторской документации;
графические и текстовые документы, определяющие технологию изготовления изделия.
Основными технологическими документами являются:
схема, чертеж, эскиз;
маршрутная, операционная карта и технологическая операция;
технологическая, маршрутная и операционная карта.
Технологическая карта – это:
документ, в котором записан весь процесс обработки детали и изделия;
операция, выполняемая на одном рабочем месте;
перечень переходов и установок.

часть всего производственного процесса;
законченная часть технологического процесса, выполняемая на одном рабочем месте;
описание отдельных маршрутов, в технологии изготовления.
Точение на токарном станке – это:
технологическая операция;
технологический переход;
маршрутная карта.
3
Переход к изучению новой темы
В процессе работы режущая кромка инструмента в результате истирания и выкрашивания затупляется. Работать таким инструментом гораздо труднее, т.к. резец уже не перерезает волокна древесины, а сминает и разрывает их. В результате качество обработанной поверхности снижается.
План
приемы заточки стамески и ножа рубанка;
приемы заточки столярной ножовки;
правила безопасности во время работы.
Записать в тетрадях тему урока и план работы.
Слайд №1
4
Изучение новой темы
Рассказ и демонстрация приемов работы
Ножи рубанков, лезвия долот и стамесок затачивают при помощи заточного станка. Вращение его осуществляется вручную при помощи рукоятки или от электродвигателя. Затачивают инструмент на точиле до образования по всему лезвию тонкой и ровной кромки заусенцев.
После заточки лезвие инструмента доводят на абразивных брусках с мелкими зернами (оселки). Инструмент прижимают к поверхности бруска передней гранью и перемещают из стороны в сторону круговыми движениями.
Во время заточки необходимо постоянно контролировать качество заточки ножа. Режущая кромка у правильно заточенного ножа расположена строго под прямым углом к боковой грани. Проверить это можно с помощью угольника.
Качество заточки (качество среза поперек волокон) проверяют с помощью деревянного бруска или тетрадного листа. Необходимо провести по нему лезвием: если срез получится без задиров, с ровными краями, значит, инструмент уже достаточно острый. Ни в коем случае нельзя проверять качество заточки пальцем, проводя по лезвию вдоль или поперек.
Работать пилой, если она тупая или неисправная, тяжело и непроизводительно. Поэтому, прежде чем начать работу, необходимо привести пилу в порядок и убедиться в правильности ее заточки.
Прифуговка (или фугование) – выравнивание зубьев по высоте. Для выравнивания используют специальное приспособление, деревянную колодку с прорезью, куда вставляют напильник и пилу; фугуют зубья до тех пор, пока на вершине каждого из них не образуется небольшая плоскость.
Развод зубьев пилы. Зубья по всей длине пилы разгибают поочередно в противоположные стороны.
Заточка зубьев пилы.
В зависимости от формы зубьев пил их затачивают по разному.
Пилы, предназначенные для продольного пиления материала, закрепляют в тисках или в специальном приспособлении. Начинают работу трехгранным напильником с правой стороны. Происходит одновременная обработка передней грани одного и задней грани соседнего зуба.
Пилы для разрезания материала поперек волокон затачивают в специальном приспособлении, позволяющем установить полотно под определенным углом, затачивают только зубья, разведенные «от себя», направляя напильник под углом 60-700 к полотну. Обе грани зуба затачивают с одинаковым наклоном. Затем полотно поворачивают и повторяют операцию. По каждому зубу пилы необходимо проходить напильником одинаковое количество ходов, чтобы все зубья остались одинаковыми по высоте.
Ученики слушают учителя и записывают основные понятия в рабочих тетрадях.
Презентация «Заточка дереворежущих инструментов»
Слайд №2
Слайд №3
Слайд №4
Слайд №5
Слайд №6
Слайд №7
Слайды №8,9
Слайд №10
Самостоятельная работа
Какие правила техники безопасности необходимо соблюдать при заточке режущего инструмента?
Проверка записей в тетради.
Примерные ответы учащихся:
Надежно закрепить абразивный брусок на рабочем месте (используя приспособление или кусок резины).
Обе руки держать на ноже.
Не делать сильных, резких движений.
Не проверять качество заточки пальцем или ногтем.
При заточке и разводе зубьев пилы остерегаться ранения рук.
Закрывать не затачиваемые зубья пилы специальным чехлом.
Не производить заточку инструмента без разрешения учителя.
Слайд №11
5
Практическая работа
Корректировка хода практической работы.
Контроль за соблюдением правил безопасной работы.
Анализ успехов и ошибок в практической работе
-Подготовка рабочего места.
-Выбор абразивных брусков для заточки и правки.
-Заточка на крупнозернистом бруске.
-Правка на мелкозернистом бруске.
-Проверка качества заточки инструмента.
6
Закрепление изученного материала
Почему лезвия инструментов периодически нужно затачивать?
От степени заточки зависит качество обработки древесины. Заточка некачественным и затупленным инструментом требует больших затрат времени и усилий и не гарантирует получения качественного изделия. Кроме того, в работе легче поранить руки тупым инструментом, чем остро заточенным.
Как снимаются заусенцы с лезвия?
Заусенцы снимаются на мелкозернистом бруске – оселке.
Как затачивают стамески, долота и ножи для стругов?
Для снятия крупных неровностей применяют заточной станок. Используются абразивные бруски с крупным зерном. Заточку производят до появления заусенцев.
Используются абразивные бруски с крупным зерном. Заточку производят до появления заусенцев.
Далее заусенцы снимают, затачивая на мелкозернистых брусках (до отпадания заусенцев). Острую режущую кромку получают правкой лезвия на еще более мелкозернистом бруске – оселке.
Для чего нужна прифуговка зубьев пилы?
Прифуговка зубьев пилы необходима для того, чтобы зубья стали одной высоты.
Как производят развод зубьев пилы?
При разводе зубья пилы через один отгибают в одну сторону, а пропущенные зубья – в противоположную.
Почему трудно пилить пилой с неразведенными зубьями?
В результате развода зубьев пропил получается шире, чем полотно, и пила легко ходит в разрезе.
7
Подведение итогов урока
Оценка практической работы учащихся; анализ допущенных ошибок
Уборка рабочих мест, привести себя в порядок.
Используемые источники:
«Технология», учебник для учащихся 7 класса (вариант для мальчиков) общеобразовательной школы под редакцией В. Д. Симоненко. Москва. 2014г.
Дерендяев К. Л. Поурочные разработки по технологии (вариант для мальчиков): 7 класс. – М.: ВАКО, 2014. – 288 с. – (В помощь школьному учителю).
Технология: поурочные планы по разделу «Технология обработки древесины» по программе В. Д. Симоненко. 5 – 7 классы /авт.-сост. Ю. А. Жадаев, А. В. Жадаева. – Волгоград: Учитель, 2015. – 205 с.
Технология: программы начального и основного общего образования /[М. В. Хохлова, П. С. Самородский, Н. В. Синица и др.]. – М.:Вентана-Граф, 2015 – 192 с.
Заточка ножовки, стамески,ножа, рубанка 8 класс
Тема урока: Заточка ножовки, стамески. ножа рубанка. 8 класс.5 тема
ножа рубанка. 8 класс.5 тема
Цель: Формировать у учащихся умение заточки столярного инструмента; научить правилам и последовательности заточки деревообрабатывающего инструмента; развивать технические знания в области резания материалов; воспитывать дисциплинированность и точность при выполнении работы.
Задачи урока :
обучающая – ознакомление с приемами заточки и доводки дереворежущих инструментов, формирования у учащихся умения заточки столярных инструментов, дать понятие прифуговки зубьев солярных пил и ножовок ;
развивающая – развивать технические знания в области резания материалов;
воспитательная – воспитывать дисциплинированность, аккуратность и точность при выполнении работы.
Оснащение урока : дереворежущий инструмент ( стамеска , долото, ножи рубанка или фуганка, столярная ножовка ), абразивные бруски, оселки, трехгранный напильник, напильник в колодке, ромбический напильник, разводка; ПК, презентация « Заточка дереворежущих инструментов»
Методы обучения: рассказ, фронтальный опрос, демонстрация инструментов, приемов работы, практическая работа.
Тип урока – комбинированный.
Опорные понятия: оселок, доводка, правка, заусенцы, абразивный инструмент, абразивный брусок, прифуговка.
Время проведения
Прежде, чем приступить к обработке материалов режущими инструментами, необходимо проверить их надежность, работоспособность. Инструмент должен быть всегда налажен, хорошо заточен. В ходе этого урока ученики знакомятся с приемами и последовательностью заточки долот, стамесок , столярных ножовок . Объяснение учителем процесса заточки сопровождается показом презентации.
Ход урока
п/п
Этапы урока
Действия учителя
Деятельность учеников
Организационный момент
Приветствие,
контроль посещаемости,
проверка готовности учащихся к уроку
Приветствие учителя, наличие спецодежды, письменных принадлежностей
Проверка ранее изученного материала
Работа с классом: тестирование
Выполнение теста «Конструкторская и технологическая документация»
Сведения о процессе изготовления изделий приведены:
на чертеже изделия;
на техническом рисунке; на сборочном чертеже; на технологической карте.
технологическая документация – это: комплект графических и текстовых документов; единая система конструкторской документации;
графические и текстовые документы, определяющие технологию изготовления изделия.
Основными технологическими документами являются:
схема, чертеж, эскиз;
маршрутная, операционная карта и технологическая операция;
технологическая, маршрутная и операционная карта.
Технологическая карта – это:
документ, в котором записан весь процесс обработки детали и изделия;
операция, выполняемая на одном рабочем месте;перечень переходов и установок.
Технологическая операция – это:
часть всего производственного процесса;
законченная часть технологического процесса, выполняемая на одном рабочем месте; описание отдельных маршрутов, в технологии изготовления.
Точение на токарном станке – это:технологическая операция;
технологический переход; маршрутная карта.
Переход к изучению новой темы
В процессе работы режущая кромка инструмента в результате истирания и выкрашивания затупляется. Работать таким инструментом гораздо труднее, т.к. резец уже не перерезает волокна древесины, а сминает и разрывает их. В результате качество обработанной поверхности снижается. Поэтому периодически выполняют заточку режущих инструментов.
Работать таким инструментом гораздо труднее, т.к. резец уже не перерезает волокна древесины, а сминает и разрывает их. В результате качество обработанной поверхности снижается. Поэтому периодически выполняют заточку режущих инструментов.
План
приемы заточки стамески и ножа рубанка ;
приемы заточки столярной ножовки ;
правила безопасности во время работы.
Записать в тетрадях тему урока и план работы.
Изучение новой темы
Рассказ и демонстрация приемов работы
Ножи рубанков , лезвия долот и стамесок затачивают при помощи заточного станка. Вращение его осуществляется вручную при помощи рукоятки или от электродвигателя. Затачивают инструмент на точиле до образования по всему лезвию тонкой и ровной кромки заусенцев.
После заточки лезвие инструмента доводят на абразивных брусках с мелкими зернами (оселки). Инструмент прижимают к поверхности бруска передней гранью и перемещают из стороны в сторону круговыми движениями. Затем доводят фаску лезвия. Так, чередуя эти операции, делают до тех пор, пока лезвие не станет острым, без заусенцев. Надо периодически поворачивать инструмент с одной стороны в другую, пока обе грани лезвия не будут отполированы до блеска. Движения руки должны становиться все более частыми и легкими, и поворачивать инструмент следует все чаще. При этом необходимо следить за тем, чтобы затачиваемая фаска плотно прилегала к оселку.
Затем доводят фаску лезвия. Так, чередуя эти операции, делают до тех пор, пока лезвие не станет острым, без заусенцев. Надо периодически поворачивать инструмент с одной стороны в другую, пока обе грани лезвия не будут отполированы до блеска. Движения руки должны становиться все более частыми и легкими, и поворачивать инструмент следует все чаще. При этом необходимо следить за тем, чтобы затачиваемая фаска плотно прилегала к оселку.
Во время заточки необходимо постоянно контролировать качество заточки ножа. Режущая кромка у правильно заточенного ножа расположена строго под прямым углом к боковой грани. Проверить это можно с помощью угольника. Качество заточки (качество среза поперек волокон) проверяют с помощью деревянного бруска или тетрадного листа. Необходимо провести по нему лезвием: если срез получится без задиров, с ровными краями, значит, инструмент уже достаточно острый. Ни в коем случае нельзя проверять качество заточки пальцем, проводя по лезвию вдоль или поперек.
Работать пилой, если она тупая или неисправная, тяжело и непроизводительно. Поэтому, прежде чем начать работу, необходимо привести пилу в порядок и убедиться в правильности ее заточки.
Поэтому, прежде чем начать работу, необходимо привести пилу в порядок и убедиться в правильности ее заточки.
Прифуговка (или фугование) – выравнивание зубьев по высоте. Для выравнивания используют специальное приспособление, деревянную колодку с прорезью, куда вставляют напильник и пилу; фугуют зубья до тех пор, пока на вершине каждого из них не образуется небольшая плоскость.
Развод зубьев пилы. Зубья по всей длине пилы разгибают поочередно в противоположные стороны.
Заточка зубьев пилы.
В зависимости от формы зубьев пил их затачивают по разному.
Пилы, предназначенные для продольного пиления материала, закрепляют в тисках или в специальном приспособлении. Начинают работу трехгранным напильником с правой стороны. Происходит одновременная обработка передней грани одного и задней грани соседнего зуба. Каждый зуб затачивают до тех пор, пока вершина не станет острой, т. е. образуется режущая кромка. Пилы для разрезания материала поперек волокон затачивают в специальном приспособлении, позволяющем установить полотно под определенным углом, затачивают только зубья, разведенные «от себя», направляя напильник под углом 60-700 к полотну. Обе грани зуба затачивают с одинаковым наклоном. Затем полотно поворачивают и повторяют операцию. По каждому зубу пилы необходимо проходить напильником одинаковое количество ходов, чтобы все зубья остались одинаковыми по высоте. Ученики слушают учителя и записывают основные понятия в рабочих тетрадях.
Обе грани зуба затачивают с одинаковым наклоном. Затем полотно поворачивают и повторяют операцию. По каждому зубу пилы необходимо проходить напильником одинаковое количество ходов, чтобы все зубья остались одинаковыми по высоте. Ученики слушают учителя и записывают основные понятия в рабочих тетрадях.
Самостоятельная работа
Какие правила техники безопасности необходимо соблюдать при заточке режущего инструмента?
Проверка записей в тетради.
Примерные ответы учащихся:
Надежно закрепить абразивный брусок на рабочем месте (используя приспособление или кусок резины).Обе руки держать на ноже.
Не делать сильных, резких движений. Не проверять качество заточки пальцем или ногтем. При заточке и разводе зубьев пилы остерегаться ранения рук.Закрывать не затачиваемые зубья пилы специальным чехлом.
Не производить заточку инструмента без разрешения учителя.
Практическая работа
Корректировка хода практической работы.
Контроль за соблюдением правил безопасной работы.
Анализ успехов и ошибок в практической работе
-Подготовка рабочего места.
-Выбор абразивных брусков для заточки и правки.
-Заточка на крупнозернистом бруске.- Правка на мелкозернистом бруске.
-Проверка качества заточки инструмента.
Закрепление изученного материала
Почему лезвия инструментов периодически нужно затачивать?
От степени заточки зависит качество обработки древесины. Заточка некачественным и затупленным инструментом требует больших затрат времени и усилий и не гарантирует получения качественного изделия. Кроме того, в работе легче поранить руки тупым инструментом, чем остро заточенным.Как снимаются заусенцы с лезвия?
Заусенцы снимаются на мелкозернистом бруске – оселке.
Как затачивают стамески , долота и ножи для стругов?
Для снятия крупных неровностей применяют заточной станок. Используются абразивные бруски с крупным зерном. Заточку производят до появления заусенцев. Далее заусенцы снимают, затачивая на мелкозернистых брусках (до отпадания заусенцев). Острую режущую кромку получают правкой лезвия на еще более мелкозернистом бруске – оселке.
Далее заусенцы снимают, затачивая на мелкозернистых брусках (до отпадания заусенцев). Острую режущую кромку получают правкой лезвия на еще более мелкозернистом бруске – оселке.
Для чего нужна прифуговка зубьев пилы? Прифуговка зубьев пилы необходима для того, чтобы зубья стали одной высоты. Как производят развод зубьев пилы?При разводе зубья пилы через один отгибают в одну сторону, а пропущенные зубья – в противоположную. Почему трудно пилить пилой с неразведенными зубьями?В результате развода зубьев пропил получается шире, чем полотно, и пила легко ходит в разрезе.
Подведение итогов урока
Оценка практической работы учащихся; анализ допущенных ошибок
Уборка рабочих мест, привести себя в порядок.
Заточкой и доводкой режущего инструмента называется восстановление нормальной режущей его способности абразивными кругами, брусками различной зернистости или напильниками. Заточку осуществляют на заточных станках (точилах) с одним или двумя абразивными кругами.
Абразивные бруски могут быть различной формы: квадратные БКв, плоские БП, трехгранные БТ, круглые БКР, полукруглые БПкр. Абразивные бруски изготавливают из электрокорунда белого или карбида кремния зеленого с зернистостью 16, 12, 10, 8, 6, 5,.4, 3, М40, М28, М20, М14 различной твердости. При заточке и правке бруски смачивают водой, керосином или маслом.
Рис. 99. Профиль и элементы зубьев пил:
1 — полотно пилы, 2 — задняя грань, 3 — высота зуба, 4 — вершина, 5 — пазуха (впадина), 6 — шаг, 7 — передняя режущая кромка, 8 — передняя грань, 9 — кромка для продольного пиления, 10 — кромка для смешанного пиления, 11 — кромка для поперечного пиления
При заточке инструментов кругами следует иметь в виду, что твердость одного и того же круга существенным образом изменяется от условий его работы — окружной скорости, толщины снимаемого слоя, скорости подачи, твердости и вязкости затачиваемого инструмента. При увеличении окружной скорости одной и той же подачи инструмента уменьшается толщина стружки, снимаемой каждым зерном, и усилие выкрашивания зерна. Поэтому круг будет казаться более твердым, чем при меньшей скорости его вращения.
Поэтому круг будет казаться более твердым, чем при меньшей скорости его вращения.
Чем тверже материал затачиваемого инструмента, тем быстрее тупятся зерна и тем быстрее должны вступить в работу новые, острые зерна круга. Следовательно, чем тверже инструмент, тем мягче должен быть абразивный круг.
Заточка пил, для дерева.
Грани зубьев пил (рис. 99), предназначенных для продольной распиловки, затачивают под прямым углом к боковой поверхности зуба. У пил для поперечной распиловки переднюю и заднюю грани зубьев затачивают под острым углом к боковой поверхности ( косая заточка ). Косую заточку зубьев делают на обеих гранях. Угол косой заточки для обычной торцовки хвойной древесины делают от 45 до 50°; для чистовой торцовки хвойной древесины и для торцовки древесины твердых лиственных пород угол заточки должен быть 60—70°.Зубья пил затачивают абразивными кругами или напильниками. Для заточки пил по дереву применяют трехгранные, ромбические, круглые и плоские напильники. В целях сохранения профиля зубьев и уменьшения износа пилы при заточке снимают с передней и задней граней зуба одинаковый слой металла. Во избежание появления цветов побежалости (засинения) зубьев при заточке пилы на абразивном круге пилу затачивают за несколько проходов (не менее трех). При последнем проходе легким нажимом зуба на круг формируют и доводят режущие кромки.
В целях сохранения профиля зубьев и уменьшения износа пилы при заточке снимают с передней и задней граней зуба одинаковый слой металла. Во избежание появления цветов побежалости (засинения) зубьев при заточке пилы на абразивном круге пилу затачивают за несколько проходов (не менее трех). При последнем проходе легким нажимом зуба на круг формируют и доводят режущие кромки.
Рис. 100. Приспособления для развода зубьев пил:
а — ручная разводка, б — разводные щипцы для тонких пил
Предварительную заточку пил рекомендуется производить кругами средней твердости С и СТ (зернистость 50—40), окончательную заточку — кругами зернистостью 16—12, а доводку — кругами зернистостью 10—6.
После заточки пилы для уменьшения трения Задних поверхностей зубьев о поверхность пропила зубья пилы разводят, т. е. поочередно отгибают один зуб в одну сторону, следующий в другую и т. д. Величину развода зубьев делают в зависимости от породы и влажности разрезаемой древесины, от ширины пилы (и диаметра если пила дисковая). У новой пилы развод зубьев делают на 0,1 — 0,15 мм больше. Величина развода зубьев с обеих сторон должна быть одинаковой и не превышать половины толщины полотна пилы.
У новой пилы развод зубьев делают на 0,1 — 0,15 мм больше. Величина развода зубьев с обеих сторон должна быть одинаковой и не превышать половины толщины полотна пилы.
Применяют следующие способы развода зубьев: отгиб зуба ручной разводкой (рис. 100), специальными щипцами (оба для тонких пил), отгиб зуба ударом молотка, зуб пилы при этом способе помещают на наковальне, имеющей скос, соответствующий требуемой величине развода; отгиб зубьев на специальных станках.
Величину развода проверяют щаблоном или индикаторным прибором (рис. 101, а—в). Развод вручную необходимо делать по шаблону «впритирку». Шаблон должен только слегка касаться кончика зуба. Лучше применять двусторонние шаблоны, у которых одна сторона (проходная) имеет зазор, равный заданной величине развода плюс 0,65 мм.При разводе вручную пилу зажимают в тиски или закрепляют в щель пропила зубьями вверх. Для затачивания и развода полотно пилы закрепляют несколько ниже оснований зубьев.
Рис. 101. Шаблоны для проверки величины развода пил:
101. Шаблоны для проверки величины развода пил:
а — с регулируемым зазором, б — двусторонний с проходной и непроходной сторонами, в — индикаторный прибор
При разводе отгибают только верхнюю часть зуба — не более 1/3 его высоты. Для устойчивости развода при отгибании зуба одновременно повертывают его переднюю грань во внешнюю сторону.
Все зубья должны быть одинаковы по высота, шагу и углу при вершине, не иметь заусенцев и цветопобежалостн на режущих кромках. У пил для поперечной расшшовки косая расточка должна быть одинаковая на обеих гранях. Отклонение величины развода у зубьев не должно превышать 0,1 мм.
Заточка строгальных железок.
Строгальные железки — шерхебельные, рубаночные одинарные, рубаночные двойные, полуфуганочные двойные, фуганочные двойные, цинубельные, зензубельные, гальтельные, калевочные и др. — выпускаются толщиной лезвия не менее 0,3 мм (без окончательной заточки ). Железки затачивают на точильных станках, «мокром точиле» и брусками (рис. 102, а—г).При заточке железок необходимо соблюдать следующие правила: круг должен иметь твердость М или С, зернистость точильного круга должна быть: для предварительной заточки 32—20, окончательной — 16—20 и доводки — 8—5, заточку выполняют за один проход плоскими кругами, это облегчает последующую заточку брусками. Направляющие у суппортов должны быть строго прямолинейными и горизонтальными. Круг должен вращаться в направлении от режущей кромки к задней стороне железки. Нажим должен быть легким, одинаковым по всей длине железки. Толщина слоя, стачиваемого за один проход, не должна превышать 0,01 мм,. скорость продольной подачи железки при первых проходах должна быть не более 200—250мм/с, а в конце заточки при формировании режущей кромки — не более 80—100 мм/с.
102, а—г).При заточке железок необходимо соблюдать следующие правила: круг должен иметь твердость М или С, зернистость точильного круга должна быть: для предварительной заточки 32—20, окончательной — 16—20 и доводки — 8—5, заточку выполняют за один проход плоскими кругами, это облегчает последующую заточку брусками. Направляющие у суппортов должны быть строго прямолинейными и горизонтальными. Круг должен вращаться в направлении от режущей кромки к задней стороне железки. Нажим должен быть легким, одинаковым по всей длине железки. Толщина слоя, стачиваемого за один проход, не должна превышать 0,01 мм,. скорость продольной подачи железки при первых проходах должна быть не более 200—250мм/с, а в конце заточки при формировании режущей кромки — не более 80—100 мм/с.
После заточки проверяют прямолинейность режущей кромки (вогнутость или выпуклость не должны превышать 0,2 мм). При строгании хвойной древесины угол заострения ножа железки должен быть 30—40°, при строгании твердых пород — 50°. После снятия заусенцев режущую кромку доводят мелкозернистым бруском, смазанным машинным маслом. Заусенцы снимают бруском. При доводке вогнутой режущей кромки брусок к ней легко прижимают под небольшим углом.Режущие кромки рубаночных, фуганочных и цинубельных железок должны быть перпендикулярны к продольным граням. Кромка загнутого конца контржелезки должна плотно прилегать по всей ширине к полированной поверхности рабочей части железки с зазором не более 0,1 мм. Разница в ширине контржелезки в месте соединения с железкой допускается не более 0,5 мм.
После снятия заусенцев режущую кромку доводят мелкозернистым бруском, смазанным машинным маслом. Заусенцы снимают бруском. При доводке вогнутой режущей кромки брусок к ней легко прижимают под небольшим углом.Режущие кромки рубаночных, фуганочных и цинубельных железок должны быть перпендикулярны к продольным граням. Кромка загнутого конца контржелезки должна плотно прилегать по всей ширине к полированной поверхности рабочей части железки с зазором не более 0,1 мм. Разница в ширине контржелезки в месте соединения с железкой допускается не более 0,5 мм.
Рис. 102. Заточка и правка ножей, железок и стамесок:
а — заточка ножа электрорубанка, б — заточка железки рубанка на «мокром точиле», в — заточка на бруске, г — правка на бруске
Заточка стамесок.
Стамески затачивают на круге на заточном станке и брусками под углом 25—30°. После заточки на круге режущие кромки стамески доводят мелкозернистым бруском. Сначала доводят поверхность, обработанную абразивным кругом, затем стамеску кладут противоположной стороной на по-% верхность „ бруска и несколькими кругообразными движениями снимают заусенцы. Брусок во время доводки инструмента смачивают водой или смесью, состоящей из одной части глицерина и двух частей денатурированного спирта; такая смесь легко смывается с бруска водой.Бруски периодически необходимо промывать теплой водой или смесью, состоящей из одной части вазелинового масла и трех частей керосина.
Брусок во время доводки инструмента смачивают водой или смесью, состоящей из одной части глицерина и двух частей денатурированного спирта; такая смесь легко смывается с бруска водой.Бруски периодически необходимо промывать теплой водой или смесью, состоящей из одной части вазелинового масла и трех частей керосина.
Радиусные стамески затачивают на абразивном круге и бруске так же, как и плоские, при заточке равномерно поворачивая стамеску по окружности режущей кромки. Заусенцы у радиусной стамески снимают брусками, имеющими профильную поверхность, соответствующую профилю режущей кромки стамески.
Заточка ножей.
Ножи затачивают на заточных станках (точилах) с использованием приспособлений для равномерного снятия слоя металла, при этом используют плоские круги (ПП): для предварительной заточки зернистость круга 32—20, для окончательной — 16—10, для доводки — 8—5. Круги — мягкие или средней твердости. Круг должен вращаться в направлении от лезвия к обушку. Угол заточки ножа (угол резания) — 25—40°. После заточки на круге для снятия заусенцев и окончательной доводки нож обрабатывают (правят) мелкозернистым бруском. При правке брусок смачивают водой или смесью, состоящей из одной части глицерина и двух частей денатурированного спирта. Бруски периодически промывают теплой водой.Дисковый и зубчатый ножи ломтерезки затачивают на станке только с одной стороны (фаска—до 15 мм). Зубчатый нож затачивают фасонным кругом. После заточки мелкозернистым бруском снимают заусенцы.Режущие свойства столовых, буфетных и хозяйственных ножей, изготовленных из нержавеющей и углеродистой стали не выше марок У8—У8А, проверяют резанием сухого дерева или карандаша; гастрономических, ремесленных, промысловых, складных (садовых), изготовленных из углеродистой стали, — десятикратным перерезанием косым резом свежесрезанных прутьев бука, березы, ясеня и т. п. диаметром 6—15 мм. Срез должен быть ровным и гладким, а лезвие после испытания не должно иметь следов смятия.
Угол заточки ножа (угол резания) — 25—40°. После заточки на круге для снятия заусенцев и окончательной доводки нож обрабатывают (правят) мелкозернистым бруском. При правке брусок смачивают водой или смесью, состоящей из одной части глицерина и двух частей денатурированного спирта. Бруски периодически промывают теплой водой.Дисковый и зубчатый ножи ломтерезки затачивают на станке только с одной стороны (фаска—до 15 мм). Зубчатый нож затачивают фасонным кругом. После заточки мелкозернистым бруском снимают заусенцы.Режущие свойства столовых, буфетных и хозяйственных ножей, изготовленных из нержавеющей и углеродистой стали не выше марок У8—У8А, проверяют резанием сухого дерева или карандаша; гастрономических, ремесленных, промысловых, складных (садовых), изготовленных из углеродистой стали, — десятикратным перерезанием косым резом свежесрезанных прутьев бука, березы, ясеня и т. п. диаметром 6—15 мм. Срез должен быть ровным и гладким, а лезвие после испытания не должно иметь следов смятия.
Четырехперые (крестообразные) ножи и решетки мясорубок затачивают на станке абразивным кругом, угол’заточки у каждого пера после заточки должен быть 70°. Чтобы четырехперый нож плотно, без просвета прилегал к поверхности решетки, после затолки на круге снимают заусенцы и притирают плоские его поверхности на притирочной плите с применением пасты ГОИ.
Решетку мясорубки затачивают сначала на круге, при этом снимают небольшой слой металла, а затем производят притирку.
Ножи-решетки мясорубок облегченной конструкции и мясорубок с дисковыми ножами самозатачиваются и дополнительной заточки не требуют.
Заточка ножниц.
В зависимости от назйачеиия ножницы подразделяются на портновские, закройные, канцелярские, хозяйственные, парикмахерские, карманные, ногтевые, маникюрные, пяличные, для резки металла, бордюрные, для разделки птицы, для стрижки овец, петельные, садовые (секаторы), хирургические, шпалерные.
В мастерских по ремонту бытовых металле изделий режущие кромки ножниц обычно затачивают на заточных станках плоским кругом ПП450 с последую—щим снятием заусенцев мелкозернистым бруском. Угол заточки у ножниц — 70°.
Угол заточки у ножниц — 70°.
После заточки и ремонта ножницы, должны иметь плавный ход лезвий В шарнирах, При этом винт ножниц не должен отвинчиваться в процессе работы; лезвия должны резать любым участком режущей кромки; концы лезвий в сомкнутом положении не должны произвольно расходиться.
Рис. 103. Парикмахерская(клинковая) бритва: 1 — спинка, 2 — хвостовик, 3 — пятка, 4 — режущая кромка (жало), 5 — полотно, 6 — головкаРежущие свойства лезвий ножниц проверяют: разрезанием фланели в один слой с использованием режущих кромок по всей длине лезвий (ножницы с кольцевыми ручками и шарнирные), края реза должны иметь четко выраженную линию. Ножницы для стрижки овец испытывают разрезанием ваты.
Заточку садовых ножниц проверяют перерезанием 10 ветвей сырого дерева мягких пород диаметром 10—15 мм, при этом срез должен быть чистым, гладким, без заметного сжатия древесины и повреждения коры. После указанных испытаний лезвия не должны иметь выкрошенных мест и заметного притупления.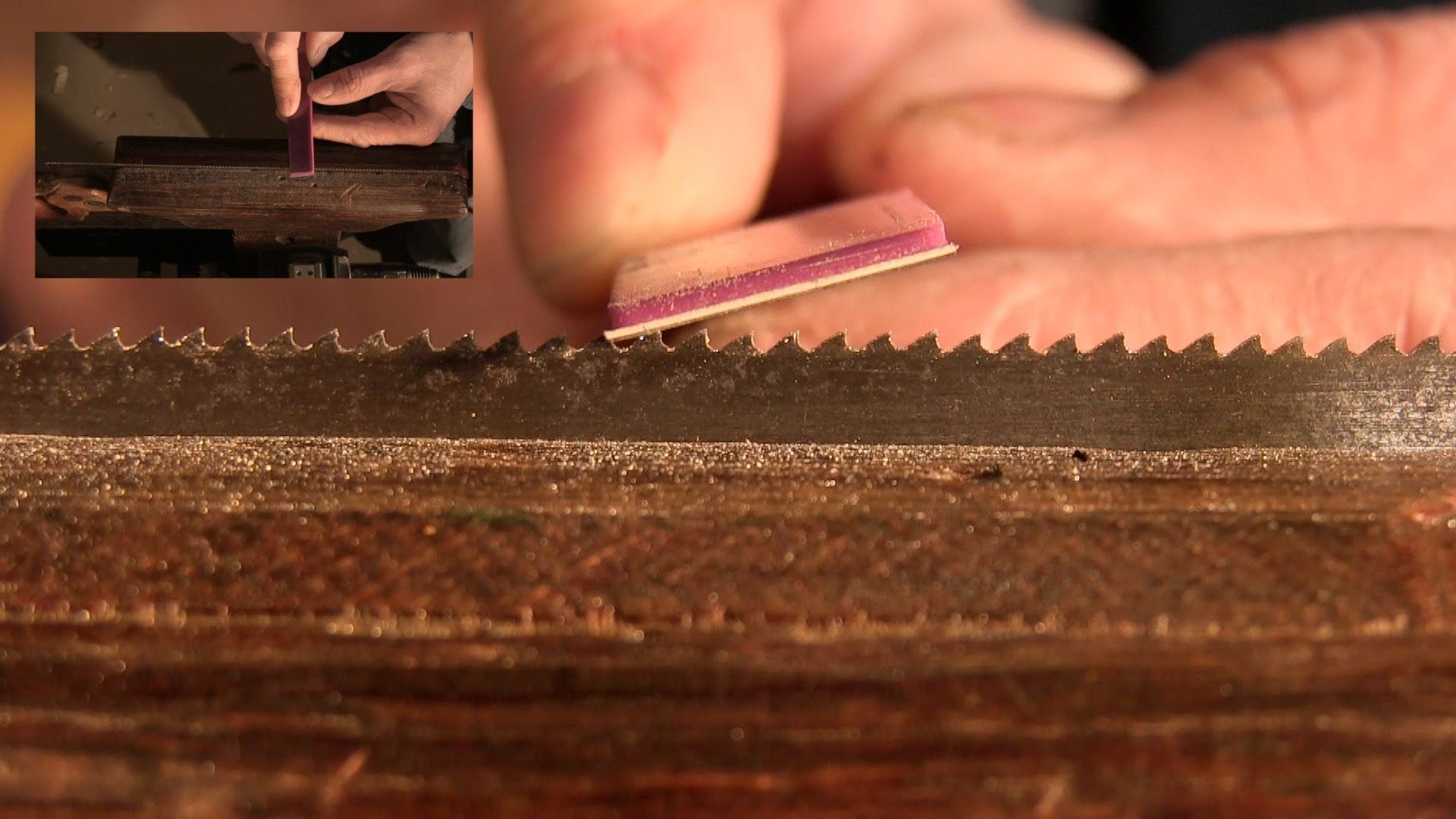
Заточка парикмахерских бритв (клинковых).
Парикмахерская бритва (рис. 103) состоит из клинка и ручки. У клинка различают полотно 5 и хвостовик 2. Полотно имеет головку 6, спинку У, режущую кромку (жало) 4 и пятку 3. Чем шире лезвие, тем толще обушок, и наоборот.Затачивать только режущую кромку нельзя, так как при этом изменяется угол резания и ухудщаются режущие свойства бритвы, поэтому при затачивании бритвы по мере обработки лезвия соответственно стачивают грани обушка. Бритвы затачивают на станках шлифовальными кругами, электрокорундом нормальным на керамической или бакелитовой связке твердостью С1, С2, СМ1, СМ2 с последующей шлифовкой войлочными или фетровыми кругами диаметром 60—80 мм с применением шлифовальных порошков электрокорунда белого зернистостью 12, 6, 3, М20, М14 или пастой ГОИ. Сначала шлифуют кругами с микропорошком М28, М20, а затем снимают заусенцы и полируют пастой ГОИ или- пастой, приготовленной из следующих компонентов (в массовых частях): окись хрома — 50, парафин — 8, стеарин — 15, воск — 4, сало говяжье техническое — 8, микропорошок М10 или М7—15.
Каждую последующую шлифовку выполняют так, чтобы с обрабатываемой поверхности снимались все риски, оставленные зернами шлифующего материала. Шлифование выполняют осторожно, так как эту операцию осуществляют, как правило, без применения охлаждающей жидкости. После шлифования и полирования или при незначительном затуплении лезвия бритву правят на мелкозернистом бруске и окончательно — на ремне. Для правки бритв применяют бруски электрокорундовые белые на керамической связке формы БП размеров 200 х 20 х 100 зернистостью 4, 3, М28, М20, М7, М5 и твердостью СТ1, СТ2, Tl, Т2, CI, С2.Вручную на брусках бритву правят кругообразным движением по бруску. При этом обушок бритвы должен касаться поверхности бруска и находиться в одной плоскости с режущей кромкой. Брусок во время правки смачивают маслом или керосином. Окончательную правку лезвия бритвы выполняют на покрытом пастой ремне, а затем на брезентовом ремне.
Электролитический метод заточки клинковых бритв основан на анодном растворении металла, в результате чего лезвие бритвы заостряется. Электролитическая заточка позволяет получить лезвие бритвы с очень высокими режущими свойствами. Для электролитической заточки используют железные ванночки, покрытые эмалью или винипластом, вместимостью 500—550 см3. В качестве электролита используют раствор следующего состава (%): хромовый ангидрид — 10—13, вода — 9—13, железо — 1—3, фосфорная кислота — 80—87. Режим работы: плотность тока 10—20 А/м2, температура электролита 70° С, продолжительность выдержки 8—10 с.
Электролитическая заточка позволяет получить лезвие бритвы с очень высокими режущими свойствами. Для электролитической заточки используют железные ванночки, покрытые эмалью или винипластом, вместимостью 500—550 см3. В качестве электролита используют раствор следующего состава (%): хромовый ангидрид — 10—13, вода — 9—13, железо — 1—3, фосфорная кислота — 80—87. Режим работы: плотность тока 10—20 А/м2, температура электролита 70° С, продолжительность выдержки 8—10 с.
Перед погружением бритвы в электролит лезвие затачивают на фетровых кругах, покрытых микропорошком М28 или М10, или пастой ГОИ, затем бритву обезжиривают в бензине. Обезжиренное лезвие бритвы погружают в электролит так, чтобы раствор покрывал лишь фаски бритвы, при этом положительный полюс источника тока подключают к бритве. После заточки бритву промывают в воде и насухо вытирают. Толщина режущей кромки бритвы после заточек должна быть не более 1,5 мкм, а угол заточки — 13—19°. Для проверки равномерности заточки лезвия по всей длине пользуются круглым и ровным деревянным стержнем диаметром 10—12 мм. При легком нажиме и движении режущей кромки бритвы по деревянному стержню на нем образуется выпучина, которая пропадает, как только нажим прекращается. При равномерной толщине заточенной режущей кромки выпучина получается одинаковой по всей длине. Качество заточки режущей кромки бритвы проверяют срезанием человеческого волоса на расстоянии 10 мм от места зажима пальцами, при хорошо заточенной режущей кромке при одном прикосновении ее волос должен срезаться.
При легком нажиме и движении режущей кромки бритвы по деревянному стержню на нем образуется выпучина, которая пропадает, как только нажим прекращается. При равномерной толщине заточенной режущей кромки выпучина получается одинаковой по всей длине. Качество заточки режущей кромки бритвы проверяют срезанием человеческого волоса на расстоянии 10 мм от места зажима пальцами, при хорошо заточенной режущей кромке при одном прикосновении ее волос должен срезаться.
Заточка гребенок, (ножей) машинок для стрижки волос. Машинки ручные рычажные для стрижки волос состоят из подвижного и неподвижного рычагов, подвижной гребенки (ножа), неподвижной гребенки, спиральной пружины винта, регулирующего натяжение пружины, фасонной гайки, шайбы и чехла.
Рис. 104. Станок для заточки ножей машинок для стрижки волос:
1— планшайба, 2 — защитный кожух, 3 — верхний подшипник, 4 — вертикальный вал, 5 — нижний подшипник, 6 — шкив, 7 — клиновидный ремень, 8 — электродвигатель.
Гребенки изготовлены из углеродистых сталей У8, У10 или У10А и термически обработаны, затачиваются с шероховатостью поверхности: режущих — по 8—9-му классу, внешних— по 9-му классу. Гребенки затачивают на специальном станке (рис. 104) на чугунной планшайбе / диаметром 300 мм с применением смеси из мелкого абразивного порошка и керосина или пастой ГОИ. Нижний конец вала клиновидным ремнем 7 соединен с электродвигателем 8.
Гребенки затачивают на специальном станке (рис. 104) на чугунной планшайбе / диаметром 300 мм с применением смеси из мелкого абразивного порошка и керосина или пастой ГОИ. Нижний конец вала клиновидным ремнем 7 соединен с электродвигателем 8.
При заточке гребенку рабочей поверхностью прижимают рукой к вращающейся планшайбе и равномерно перемещают в радиальном направлении. Заточка длится 1—2 мин.Рейсфедер затачивают (заправляют) вручную на мелкозернистом бруске электрокорунда белого зернистостью 4—3 твердостью СТ1. Перед заточкой обе щеки рейсфедера винтом плотно прижимают друг к другу. Вначале движением по бруску делают овальность носику рейсфедера. Затем несколькими круговыми движениями по бруску затачивают нижнюю щеку, потом таким же порядком верхнюю. Обе щеки рейсфедера должны иметь одинаковую длину. Правильность заточки проверяют проведением линии на бумаге. Рейсфедер не должен царапать бумагу.
Садово—огородные лопаты, мотыги затачивают обычно напильником на толщину лезвия не более 0,5 мм, с фаской шириной 4—5 мм.
Рис. 105: Коса:
1— носик, 2 — вороток, 3 — полотно, 4 — обушок, 5 — мысик, 6 — шейка, 7 — пятка, 8 — шипик, 9 — фаска, 10 — лезвие, 11 — острие носика
Отбивка ( заточка ) кос .
Косы (рис. 105) по конструкции представляют собой длинное, слегка изогнутое цельностальное полотно с заточенным лезвием (жалом), отбортованным на угол 80—90° «обушком», остроконечным «носиком» и крючкообразной, отогнутой от плоскости полотна на 20—30° «пяткой». Лезвие косы имеет фаску шириной 4 мм, не доходящую до острия носика на 30 мм. Изготавливаются косы цельностальные способом свободной ковки из прутковой круглого профиля стали У7А или У8А с последующей термической обработкой.
Косы приводят в рабочее состояние путем отбивки лезвия при помощи кособойных молотков и маленьких наковален —бабок косботбойных. Лезвие (жало) отбивают ударами молотка параллельно острию (при ударах поперек лезвия полотно растягивается, образуя складки). Новую косу отбивают после предварительной выточки на абразивном круге. Жало после отбивки должно быть ровным, гладким, слегка желобчатым, одинаковой ширины и толщины и таким острым и упругим, чтобы под нажимом ногтя прогибалось, но не деформировалось.
Жало после отбивки должно быть ровным, гладким, слегка желобчатым, одинаковой ширины и толщины и таким острым и упругим, чтобы под нажимом ногтя прогибалось, но не деформировалось.
Факторы , влияющие на принятие финансовых решений.
На принятие фирмой долгосрочных финансовых решений оказывает влияние множество факторов .
Учет сложившейся структуры капитала. Одним из самых важных критериев в принятии любых финансовых решений является способ сопоставления реально существующей структуры капитала фирмы с той структурой, достижение которой данная фирма ставит своей целью. Фирмы разрабатывают оптимальную, или целевую, структуру капитала и на протяжении какого-то времени придерживаются ее в своей финансовой деятельности.
Совпадение сроков погашения займов и эксплуатации активов. Наилучшей и повсеместно применяемой стратегией является соответствие срока долговых обязательств сроку службы активов. Поэтому фирмы обычно уделяют большое внимание обеспечению совпадения сроков активов и обязательств, и этот фактор часто главенствует при определении размера займа в принятии финансовых решений .
Влияние текущего и прогнозируемого уровня процентных ставок. Финансовые менеджеры учитывают также текущий и прогнозируемый уровень процентных ставок и общую сумму ожидаемых к выплате процентов. Если процентные ставки будут продолжать расти, то фирме придется возобновлять свои краткосрочные долги всякий раз по более высокой ставке либо заменить их долгосрочными, процент по которым окажется даже выше того уровня, на котором он мог бы удержаться, если бы это решение было принято раньше.
Асимметрия информации. Фирма, позиции которой ослаблены, но которая ждет наступления в будущем лучших времен, будет склонна до улучшения положения дел отложить финансирование за счет долгосрочных источников любого типа. У такой фирмы есть побудительные мотивы для применения краткосрочных долговых обязательств даже при финансировании долгосрочных активов, в частности предположение о возможности замены в будущем краткосрочных кредитов на долгосрочные по более низкой ставке.И наоборот, крепкой в настоящее время фирме, для которой в ближайшем будущем прогнозируется возможное наступление неблагоприятного периода, было бы неплохо получить долгосрочный займ сейчас, а не ждать изменения ситуации. Объем необходимого финансирования. Размер суммы привлекаемых средств окажет влияние на принимаемое финансовое решение. В основном это связано с затратами на размещение долга.
Объем необходимого финансирования. Размер суммы привлекаемых средств окажет влияние на принимаемое финансовое решение. В основном это связано с затратами на размещение долга.
Самостоятельная работа
Какие правила техники безопасности необходимо соблюдать при заточке режущего инструмента?
Проверка записей в тетради.
Примерные ответы учащихся:
Надежно закрепить абразивный брусок на рабочем месте (используя приспособление или кусок резины).
Обе руки держать на ноже.
Не делать сильных, резких движений.
Не проверять качество заточки пальцем или ногтем.
При заточке и разводе зубьев пилы остерегаться ранения рук.
Закрывать не затачиваемые зубья пилы специальным чехлом.
Не производить заточку инструмента без разрешения учителя.
Слайд №11
5
Практическая работа
Корректировка хода практической работы.
Контроль за соблюдением правил безопасной работы.
Анализ успехов и ошибок в практической работе
-Подготовка рабочего места.
-Выбор абразивных брусков для заточки и правки.
-Заточка на крупнозернистом бруске.
-Правка на мелкозернистом бруске.
-Проверка качества заточки инструмента.
6
Закрепление изученного материала
Почему лезвия инструментов периодически нужно затачивать?
От степени заточки зависит качество обработки древесины. Заточка некачественным и затупленным инструментом требует больших затрат времени и усилий и не гарантирует получения качественного изделия. Кроме того, в работе легче поранить руки тупым инструментом, чем остро заточенным.
Как снимаются заусенцы с лезвия?
Заусенцы снимаются на мелкозернистом бруске – оселке.
Как затачивают стамески , долота и ножи для стругов?
Для снятия крупных неровностей применяют заточной станок. Используются абразивные бруски с крупным зерном. Заточку производят до появления заусенцев.
Заточку производят до появления заусенцев.
Далее заусенцы снимают, затачивая на мелкозернистых брусках (до отпадания заусенцев). Острую режущую кромку получают правкой лезвия на еще более мелкозернистом бруске – оселке.
Для чего нужна прифуговка зубьев пилы?
Прифуговка зубьев пилы необходима для того, чтобы зубья стали одной высоты.
Как производят развод зубьев пилы?
При разводе зубья пилы через один отгибают в одну сторону, а пропущенные зубья – в противоположную.
Почему трудно пилить пилой с неразведенными зубьями?
В результате развода зубьев пропил получается шире, чем полотно, и пила легко ходит в разрезе.
7
Подведение итогов урока
Оценка практической работы учащихся; анализ допущенных ошибок
Уборка рабочих мест, привести себя в порядок.
1
Если виляет пила на ленточке что делать. Что делать, если при распиловке возникает волна? Допустимое натяжение пилы
Главным вопросом, при работе на ленточной пилораме всё же остаётся таким «почему же рвутся ленточные пилы на пилораме?». Вопрос, конечно же, интересный, но ответить на него сможет не каждый, ведь причин по которым это происходит довольно много.
Вопрос, конечно же, интересный, но ответить на него сможет не каждый, ведь причин по которым это происходит довольно много.
Конструктивно пила ленточного типа является станочным многорезцовым инструментом, применяемым для распиливания металла, древесины и других материалов. В нем в качестве режущего элемента используется замкнутая гибкая стальная лента с зубьями, приводимая в движение с помощью шкивов, на которые ее полотно непосредственно и надевается.
В качестве преимуществ использования ленточного оборудования следует отметить практически полное отсутствие жестких требований к форме обрабатываемых объектов, достаточно длительный срок службы и сниженное энергопотребление.
Причины обрыва ленточных пил
Во первых это метал из которого изготовлены эти пилы, они имеют различную маркировку, а так же цвет, кстати цвет зависит от степени и формы закалки.
Во вторых толщина металла, если замерить, то получим размер 1 мм и 1,2 мм. Толщина пилы очень влияет на продолжительность её эксплуатации.
Конечно, многие думают, что пилы прошедшие закалку имеют более прочную конструкцию и менее подвержены разрывам, но это не так. По опытным данным наименее подвержены разрывам те пилы, которые не походили термической обработки, то есть закалки. Опять же и тут изъян, эти пилы быстро тупятся и теряют развод в отличие от закалённых пил.
Современные ленточные пилы выпускаются нескольких видов. Зубчатые пилы по своему внешнему виду очень похожи на пилы ножовочного типа. Их отличие состоит в том, у пилы ленточной длинная и замкнутая форма. Беззубые пилы трения также оснащены зубьями, но их предназначение несколько иное.
В процессе работы такого типа пилы зубья способствуют усилению образования тепла в процессе трения, что позволяет повысить производительность работы устройства.
В третьих, неправильная заточка. Обратите внимание, что при заточке возможен пережог пилы, при таком случае лента имеет трещины практически после каждого зуба. Для того что бы этого избежать, необходимо правильно подобрать абразив и допускать минимальное касание абразива пилы. Лучше проточить ленту 2-3 раза, чем сжечь её за раз.
Допустимое натяжение пилы
Ну и ещё одной причиной обрыва ленты может послужить перетяжка пилы на самом станке и неправильный расчёт нагрузки на пилу во время её работы.
Натяжку ленточной пилы необходимо проводить согласно инструкции прилагаемой к станку. Опытные пилорамщики определяют натяжение пилы надавливанием на натянутую ленту рукой сверху, при этом пила может иметь небольшой прогиб, но не отходит от направляющих роликов.
Нагрузка на пилу также указана в инструкции, но опять же обратимся к опытному пути. Во время пиления правильно заточенная лента идёт сравнительно легко и мягко, на выходе из бревна она имеет незначительную температуру нагрева. А вот неправильно заточенная лента, либо притупленная во время работы, идёт довольно тяжело и на выходе имеет довольно большую температуру нагрева.
От такой причины порыва ленты может помочь только её своевременная замена и правильная заточка и развод пильной ленты. Как произвести заточку и развод, описано на нашем сайте в предыдущих статьях.
Ну и последнее, это просто усталость самого металла. При продолжительном использовании одной и той же ленты, металл устаёт и даёт на растяжке трещину, что влечёт за собой порыв ленты. И именно поэтому рекомендуется после двух часовой работы пилы, после снятия со станка, вывернуть её на изнанку.
Выбор ленточной пилы
Возникает вопрос: как и какую выбрать ленту для ленточной пилорамы?
Правильный подход к выбору ленточной пилы является условием, определяющим высоту качества обработки древесных материалов. Надежная пила позволит выпускать самую конкурентоспособную продукцию, а затраты на обслуживание и поддержание работоспособности оборудования снизятся. Именно поэтому уделите этому вопросу наибольшее внимание.
По опыту пилорамщики сразу могут определить качество ленты. Это, конечно же, толщина, чем толще, тем дольше срок её службы. Закалка должна быть средней, достаточно просто закалённых зубьев. Сварочный шов должен быть ровным и при небольшом загибе ленты не переламываться.
Также выбирая ленточную пилу, смотрите на качество ее работы. Такое оборудование должно обеспечивать ровный, без волн, распил доски. Кроме этого, пила должна легко затачиваться с помощью автоматического станка и на протяжении всего срока эксплуатации не должна получать разрывов.
Необходимо учитывать, что большое значение для пилы такого типа играет не столько ширина, сколько размер шага зуба. Поэтому, число зубьев должно быть кратным трем. В случае если при выборе пилы существуют прочие равные условия, предпочтение отдайте пилам с более широким полотном. Такие агрегаты имеют более высокую устойчивость процесса распиливания и качество разрезания.
Также необходимо учитывать усталостную прочность. В процессе использования пилы постоянно изгибаются на шкивах и на них воздействуют динамические нагрузки. В итоге высокий уровень усталостной прочности позволяет снизить вероятность разрушения полотна, особенно в местах между зубьями.
Приняв на заметку всё вышеописанное можно свести к минимуму обрыв ленты и своевременно предупредить её выход из строя. Своевременная замена лент, как описано в инструкции через каждые 2 часа работы ленты, значительно повышает срок её службы.
Внешним проявлением того, что ваша пила разведена правильно, является то, что выбрасывается из пропила 80-85% опилок.
В случае, когда Вы развели пилу слишком сильно, остается много воздуха и недостаточное удаление количества опилок.
В случае не до разводки пилы на поверхности доски остаются плотно прессованные горячие опилки.
Пила, которая разведена слишком сильно, будет пилить рывками, разведенная недостаточно будет пилить волнами.
Еще один очень важный момент: разводить следует только верхнюю треть зуба, в процессе пиления должен участвовать только острый уголок на самой вершине зуба.
Точить пилу с минимальным съемом металла (т.е. зачистить заусенцы) и затем разводить.
Если возникла проблема с пилением, то прочтите 13 пунктов ниже — это Вам поможет.
При входе в бревно пила делает скачек вверх и пилит ровно практически до конца бревна, после чего падает вниз. Это явление получило название «отжатия», т.е. пилу отжимает. Вызвано это слишком большим углом заточки зуба. Следует уменьшить угол заточки на пару градусов.
При входе в бревно пила делает скачок вверх и доска получается кривая «как сабля». Это вызвано, скорее всего тем, что угол заточки слишком большой, а развод недостаточен. Следует уменьшить угол заточки зуба и увеличить развод. Пила «ныряет» вниз и доска получается кривая «как сабля». Это вызвано недостаточным углом заточки и недостаточной разводкой одновременно. Следует увеличить угол заточки на пару градусов и увеличить развод.
На доске остается слишком много опилок, и они рыхлые на ощупь. Развод недостаточен, следует его увеличить. Угол заточки уменьшить.
Пропил идет волной. Если пила острая, то это происходит вследствие слишком маленького развода, следует увеличить развод.
Тупая, ни разу не переточенная пила трескается по впадинам зуба. Это вызвано тем, что полотно недостаточно разведено для работы, которую им пытаются выполнить, либо тем, что полотном продолжали пилить, после того как оно затупилось.
Пила покрывается трещинами сзади. Это вызвано тем, что задние упоры направляющих роликов стоят слишком далеко от тыльной стороны полотна.
На полотно пилы «накатываются» опилки. То вызвано тем, что пила недостаточно разведена и в пропиле не остается достаточно воздуха, полотно пилы трется об опилки, разогревается и древесная пыль напекается на пилу. Увеличить развод.
Опилки «накатываются» на внутренней поверхности зуба, но на поверхности пилы этого не происходит. Это обусловлено плохим качеством заточки (слишком большая подача или слишком большой съем металла и, как результат, плохое качество поверхности на впадине зуба), либо слишком большим углом заточки зуба, либо тем, что полотном продолжали пилить после того, как оно уже затупилось.
После заточки полотно покрывается трещинами на впадинах зубьев. Во время перезаточки, за один раз сняли слишком большое количество металла в результате чего получиться перекал поверхности зуба.
Многие проблемы создаются тем, что заточной камень недостаточно часто и аккуратно заправляется.
Не забывайте, что какой бы совершенный станок Вы не использовали для распиловки древесины, это всего лишь устройство «продергивающее» пилу через бревно. Конечный результат зависит на 90% от правильности обслуживания пилы и только на 10% от настройки станка в целом.
*Не забывайте, что пиление неразведенной пилой — это самый быстрый способ её порвать.
Угол заточки.
Угол заточки — это угол отклонения торца зуба от вертикали. Рекомендуемый для большинства случаев угол заточки составляет 10-12 градусов. Для распиловки твердых пород и мерзлой древесины угол заточки 8-10 градусов. Для работы с мягкими породами 12-15 градусов.
Разводка зубьев.
Разводка зубьев — это важный фактор, влияющий на характеристики лезвия. Запомните, что при заточке зубьев и уменьшении их высоты разводка также уменьшается.
Параметры заточки ленточной пилы в зависимости от породы обрабатываемой древесины (приведены в табл.).
Параметры зуба ленточной пилы.
Хар-ка | Очень | Породы средней мягкости | |||
Свежая | Свежая несмолистая | Вяленая пролежавшая 3-5 лет | Мороженая | ||
Угол заточки | |||||
Высота зуба | |||||
Разводка зуба | |||||
* — минимально допустимый параметр
Указанные в таблице параметры не являются обязательными и на каждую породу древесины Вам необходимо индивидуально подбирать параметры пилы. Хорошая распиловка во многом зависит от подбора этих параметров, а также, в каком регионе Вы пилите, или откуда Вам привозят древесину для распиловки, так как одна и даже порода может отличаться по плотности и по смолистости от того или иного региона. Определенные виды бизнес-планов
Для увеличения стойкости ленточной пилы и получения качественного реза рекомендуется обильно смачивать полотно водой при распиливании не смолосодержащих пород и? емкости воды? мыльного раствора при распиливании смолосодержащих пород древесины, а при морозе рекомендуется использовать солярку.
Первый: что держит пилу от ухода вверх-вниз во время пиления? Ведь именно из-за этого на пиломатериале образуется волна. Во многих пилорамах, представленных на российском рынке, используются отжимные ролики, которые не позволяет пиле подняться выше их, потому что там находится упор, но при движении ниже пилу ничто не ограничивает. И когда пила неправильно заточена, разведена и стоит на станке, в котором неправильная геометрия роликов, шкивов, она начинает искать себе место, уходит вниз, отрываясь от роликов. Как только она доходит до критической точки, когда дальше она порвется, ход пилорамы затрудняется. Оператор чувствует это и уменьшает движение, пила медленно поднимается вверх, доходит до упоров, какое-то расстояние пилит ровно, и опять ныряет вниз. Получается волна на доске, причем не только на верхней, но и на нижней доске.
На наших первых пилорамах мы также использовали отжимные ролики (ПЛГ-1Э), но затем отказались от них. На пилораме ПЛГ 2М «Бобренок» установлены щечки (щелевые направляющие), в которых и сверху и снизу удерживается пила. При этом соблюдается условие: при установке этих щечек между ними и пилой в верхнем положении должен проходить листок бумаги, то же самое — и в нижнем положении. Получается, что при пилении, даже если пила неправильно заточена и разведена, будет незначительное образование волны: 1-2 мм.
Второй очень важный момент — рельсовые пути. Например, при создании известных в Новосибирске пилорам «Тайга» и «Кедр» используются рельсовые пути из сваренного швеллера без всяких тонких поверхностей. Получается, что ролик плоский и катится по полке шириной 5-6 см. Если ролик катится по швеллеру, даже при установке чистиков, которые снимают опилки, образовавшиеся в процессе пиления, не может быть снято то, что уже накаталось. Получается, что в одном месте накатались опилки, в другом — нет. В результате в этом месте станок приподнимается, пусть даже на 0,5 мм. На пиле эти 0,5 мм. превращаются в 1,5 мм. Пила тут же делает скачок, уходит вниз и возвращается в исходное положение в лучшем случае только через метр, а может просто начать «искать себе место», и сделает на метре пиломатериала 2-3 волны. При этом многие производители конструируют 3 рельсовых пути, между которыми 2 стыка. Эти стыки дают сложность в ловле перепада между рельсовыми путями, и это будет постоянно отражаться на пиломатериале. Чтобы не попасть в такую неприятную ситуацию уже после покупки пилорамы, рекомендуем посетить производство, где работает пилорама, которую Вы собираетесь приобрести, и замерить штангенциркулем пиломатериал в том месте, где происходил стык между рельсовыми путями. Таким образом, Вы сразу поймете, сможете ли заработать на таком пиломатериале те деньги, которые планируете.
по эксплуатации ленточных пил
- — НЕ ЗАБЫВАЙТЕ, ЧТО ПИЛЕНИЕ НЕРАЗВЕДЕННОЙ ПИЛОЙ – ЭТО САМЫЙ БЫСТРЫЙ СПОСОБ ПОРВАТЬ ЕЕ.
- — НЕ ЗАБЫВАЙТЕ, ЧТО КАКОЙ БЫ СОВЕРШЕННЫЙ СТАНОК ВЫ НЕ ИСПОЛЬЗОВАЛИ ДЛЯ РАСПИЛОВКИ ДРЕВЕСИНЫ, ЭТО ЛИШЬ УСТРОЙСТВО «ПРОДЕРГИВАЮЩЕЕ» ПИЛУ ЧЕРЕЗ БРЕВНО.
- КОНЕЧНЫЙ РЕЗУЛЬТАТ ЗАВИСИТ НА 90% ОТ ПРАВИЛЬНОСТИ ОБСЛУЖИВАНИЯ ПИЛЫ И ТОЛЬКО НА 10% ОТ НАСТРОЙКИ СТАНКА В ЦЕЛОМ.
- — И, НАКОНЕЦ, ПОСЛЕДНЕЕ: В РАСПИЛОВКЕ ЛЕНТОЧНЫМИ ПИЛАМИ НЕВАЖНЫХ ФАКТОРОВ НЕ БЫВАЕТ, ЛЮБОЕ ОТСТУПЛЕНИЕ ОТ ИДЕАЛА ПРИВОДИТ, ЕСЛИ НЕ К ПЛАЧЕВНОМУ РЕЗУЛЬТАТУ ВООБЩЕ, ТО К ПОТЕРЕ ПРОИЗВОДИТЕЛЬНОСТИ НАВЕРНЯКА.
- При входе в бревно пила делает вверх и пилит ровно практически до конца бревна, после чего падает вниз. Это явление получило название «отжатия» или « отжима», то есть говорят: пилу «отжимает». Вызвано это, скорее слишком большим углом заточки зуба. Попробуйте уменьшить угол заточки на пару градусов.
- Пила «ныряет» вниз и, когда Вы снимаете доску, она кривая как сабля. Это, скорее всего, вызвано недостаточным углом заточки и недостаточной разводкой одновременно. Посмотрите на полотно внимательно, если форма зуба покажется Вам идеальной, то следует увеличить угол заточки на пару градусов и увеличить развод на 0,05-0,076 мм на сторону.
- Пила «ныряет» вниз и пилит ровно после этого. Это может быть обусловлено несколькими причинами, например, тем, что пила затупилась, однако, скорее всего, причиной этого явления является недостаточный угол заточки пилы, что может быть в свою очередь вызвано тем, что заточник не заправляет своевременно камень. Посмотрите на полотно внимательно, если форма зуба покажется Вам идеальной, то следует увеличить угол заточки зуба на пару градусов.
- На доске остается слишком много опилок и они рыхлые на ощупь.Это, скорее всего, вызвано слишком большим разводом и, если Вы присмотритесь внимательнее, то увидите характерные царапины поперек полотна доски, так называемые «следы от зуба». Следует несколько уменьшить развод пилы.
- Опилки на доске спрессованы игорячие на ощупь. Развод недостаточен, следует увеличить развод на 0,076 мм на сторону по индикатору. Угол заточки уменьшить.
- Пропил идет волной. Если пила острая, то это происходит вследствие слишком маленького развода, следует увеличить развод на 0,15-0,2 мм на сторону по индикатору.
- Пила покрывается трещинами на задней поверхности. Это вызвано тем, что задние упоры направляющих роликов стоят слишком далеко от тыльной стороны полотна. Расстояние от тыльной стороны полотна до упора направляющего ролика не должно превышать величину, указанную на обороте полотна в зависимости от типа станка.
- На полотне пилы накатываются опилки. Это вызвано тем, что пила недостаточно разведена и в пропиле остается недостаточно воздуха, полотно пилы трется об опилки, разогревается и древесная пыль напекается на пилу. Увеличьте развод на 0,127 мм на сторону по индикатору.
- Опилки накатываются на внутренней поверхности зуба, но на поверхности пилы этого не происходит. Это обусловлено плохим качеством заточки (слишком большая подача или слишком большой съем металла и, как результат, плохое качество поверхности на впадине зуба), либо слишком большой угол заточки зуба, либо тем, что полотном продолжали пилить после того, как оно уже затупилось.
- Новая, ни разу не переточенная пила трескается по впадинам зуба. Это чаще всего вызвано тем, что полотно недостаточно разведено для той работы, которую ими пытаются выполнить, либо тем, что полотном продолжали пилить после того, как оно затупилось, либо могло произойти после первого реза, если бревно было достаточно долго в песке.
- После перезаточки полотно покрывается трещинами на впадинах зубьев. Во время перезаточки одним разом сняли слишком большое количество металла, в результате чего получился перекал поверхности зуба. Либо это связано с изменением геометрии зуба. Сравнитегеометрию зуба с той, которая была первоначально, приложив к пиле кусок полотна, который ни разу не перетачивался, такой кусок легко получить у нас в офисе.
12. И последнее. По порядку, но отнюдь не по назначению, многие проблемы создаются тем, что заточной камень недостаточно часто и аккуратно заправляется. Это не самое приятное занятие, и этого можно не делать, как впрочем, и всего остального, о чем написано выше, В ТОМ СЛУЧАЕ, ЕСЛИ ВАС НЕ ИНТЕРИСУЕТ РЕЗУЛЬТАТ.
ОСОБЫЕ ПРОБЛЕМЫ ПРИ РАСПИЛОВКЕ
По причине того, что холодная погода касается большей части нашей страны, мы хотели бы обратить Ваше особое внимание на разводку пилы.
Первое правило: чем мягче порода древесины, тем больше разводка, угол зацепа и высота зуба. И наоборот: чем тверже порода, тем меньше разводка угол зацепа и высота зуба. Помните, что мягкие породы в замерзшем состоянии пилятся как твердые породы. Обычно самый трудный момент в распиловке бревна – когда оно частично замерзло. Не надо быть агрессивым в этом случае. Разведите пилы так. как при распиловке твердых пород древесины.
Для пиления очень смолистого дерева требуется химический агент для периодического сбрызгивания пилы. Для этой цели используются моющие средства для посуды. Не используйте для этих целей дизельное топливо.
При пилении очень сухого дерева не используйте воду, т.к. это приводит к разбуханию древесины. Если вода все же потребуется, используйте ее как можно меньше.
Многие распиловщики знакомы с этой проблемой: при пилении получается неровная поверхность доски, «волна». Проблема действительно серьезная, но, при правильном подходе, — вполне разрешимая. Давайте последовательно проанализируем все факторы, влияющие на процесс распиловки. Их всего четыре: оператор, станок, пила, древесина.
Оператор
Первый пункт нашего списка иногда может оказаться и последним. Ведь именно от оператора зависит правильность настройки станка, выбор скорости пиления и подбор пилы в зависимости от типа древесины.
Скорость пиления должна быть как можно ближе к максимальной для данного типа древесины. Если скорость пиления недостаточна, поверхность приобретает вид стиральной доски. Если же скорость, напротив, чересчур велика, пила уже не успевает делать пропил и, как следствие, возникает «волна».
Особое внимание – настройке станка. Часто даже опытные операторы не уделяют должного внимания состоянию станка, ссылаясь на то, что регулировки отнимают много времени. И обслуживание станка проводят один раз в неделю, а то и реже. Действительно, регулировки и ремонт станка в этом случае — довольно длительный процесс: ведь за неделю набирается множество проблем, до которых раньше не доходили руки. Наша рекомендация: проверять настройку станка каждый день, и обязательно после возможных контактов опорных роликов пилы с бревном. Проверять — не значит регулировать, и времени на это требуется немного.
На оператора возлагается также контроль над подбором и состоянием пил, о чем я скажу позднее.
Станок
Рассмотрим, какие детали и узлы станка могут провоцировать возникновение «волны» при распиловке.
Направляющие ролики пилы. Они определяют положение пилы относительно опорного стола станка. Правильность установки роликов контролируется при помощи регулировочной линейки, входящей в комплект станка. Эта линейка должна храниться отдельно от других инструментов во избежание ее повреждения. В случае потери или повреждения линейки, рекомендуем приобрести новую, а не пытаться изготовить самостоятельно.
Итак, сначала проводим осмотр роликов. Они не должны иметь следов выработки на рабочей поверхности, приводящих к вибрации полотна пилы. На бортиках роликов не должно быть глубоких рисок, образующихся в том случае, если ролики не вращались при движении пилы.
Кроме того проверяется состояние подшипников. Допустим лишь очень небольшой люфт. В том случае, если проводится замена подшипников, необходимо проверить, как они посажены в корпусе ролика. Если посадочные отверстия разбиты, устранить люфт заменой подшипников вам скорее всего не удастся, а вновь установленные подшипники быстро выйдут из строя.
Далее проверяется крепление оси (пальца) ролика в корпусе. В случае обнаружения люфта (все шпильки, крепящие ось, затянуты) проводится замена корпуса. Часто в процессе эксплуатации повреждается место крепления корпуса ролика к направляющей каретки, поэтому не удается правильно отрегулировать положение роликов (нет запаса регулировки). Можно попытаться выправить изгиб, предварительно демонтировав корпус ролика. Правда, при этом можно повредить место сварки, поэтому дефектный корпус лучше заменить на новый.
Сломанные регулировочные шпильки и свернутые контргайки лучше сразу поменять на новые, а в дальнейшем, чтобы не допустить их преждевременного выхода из строя, мы рекомендуем использовать только качественный регулировочный инструмент (накидной ключ на 14 и шестигранник 3/16‘‘). После замены дефектных узлов и деталей проводится полная регулировка роликов пилы согласно заводской инструкции. Чтобы обеспечить равномерность нажатия роликов на пилу при перемещении подвижного ролика из одного крайнего положения в другое, направляющая подвижного ролика должны двигаться в плоскости, параллельной плоскости опорного стола. Об этой регулировке часто забывают или выполняют ее неправильно. В результате, при регулировке ширины пропила жесткость полотна пилы изменяется, а это провоцирует возникновение «волны». Провверьте также отсутствие люфта в узле привода направляющей подвижного ролика. Здесь недопустим даже незначительный люфт.
Станинные ролики. Нет смысла объяснять необходимость замены роликов, которые вышли из строя, Заострим внимание на правильности их регулировки. После регулировки перпендикулярности вертикальных направляющих к станине необходимо проверить прилегание верхних и нижних роликов к соответствующим направляющим. При необходимости регулируются также нижние прижимные ролики (если они есть).
Регулировка положения пилы на рабочих шкивах. Большой сбег пилы со шкивов приводит к растяжению задней кромки, и как следствие пила делается неустойчивой в пропиле. В этом случае дефект возникает не сразу, иногда после второй или третьей заточки, и оператор, естественно, подозревает, что полотно некачественное. Но и новая пила, после нескольких заточек пилит так же, как и ее предшественницы. Вывод, я думаю, вы сделаете сами.
Установка станка. Особенно это важно в случаях, когда опорные ноги станка не закреплены анкерными болтами, как это рекомендовано в инструкции по эксплуатации станка. Все опорные ноги должны касаться пола без всяких зазоров. В случае обнаружения зазора, его необходимо устранить, подложив под опорную ногу металлическую пластинку соответствующей толщины. На станках, которые выпущены до 2000г., отсутствуют дополнительные опорные ноги, которые устанавливаются вместо шасси и препятствуют прогибу станины при перемещении пилящей головы. Если на вашей модели станка эти ноги отсутствуют, мы настоятельно рекомендуем их установить, изготовив самостоятельно или приобретя в представительстве Wood-Mizer.
Пила
Убедившись, что все настройки станка соответствуют рекомендациям, мы переходим к главной «виновнице» возникновения «волны». Это, конечно же, пила. Прежде всего, необходимо помнить, что залогом успеха в пилении является точное соблюдение инструкции по заточке ленточных пил.
Чаще всего «волна» возникает при пилении тупыми пилами.
При недостаточной величине разводки резко снижается скорость пиления. Кроме того пила, даже если она достаточно острая, греется при работе и ее натяжение приходится постоянно восстанавливать.
Точно также влияет и угол заточки. Если этот угол больше оптимального для данного типа древесины, пила перегружается (вязнет), а если он недостаточен – снижается скорость пиления.
Отдельного рассмотрения заслуживает неравномерность разводки. Если разводка разная от зуба к зубу, «волна» будет иметь случайный характер, и зависеть, в основном, от неравномерности плотности древесины. Если же разводка различается для разных сторон полотна пилы, «волна» будет зависеть от преобладания величины разводки (в одну или в другую сторону) и возникать при изменении скорости распиловки. Косвенно о наличии подобного дефекта свидетельствует то, что после входа в древесину пила ныряет вниз или поднимается вверх.
Пила, у которой шаг зуба или высота зуба изменяются при переходе от зуба к зубу, будет пилить рывками и со значительной вибрацией. Нельзя забывать и о том вреде, который наносят неснятые заусеницы. Кроме увеличения риска разрыва пилы, наличие заусениц приводят к торможению пилы в распиле, ее нагреву, а, следовательно, к возникновению «волны».
Часто пила повреждается при соскакивании со шкивов или при неправильном высвобождении от заклинивания. Такую пилу обычно правят и пытаются ей пилить дальше, но качественного распила от этой пилы уже не добьешься.
Древесина
Рассмотрим те характеристики древесины, которые влияют на образование «волны». Прежде всего, это неравномерная плотность слоев. В большинстве случаев плотность сердцевины бревна значительно меньше, чем плотность наружных слоев. Поэтому и количество опилок при распиловке сердцевины больше. Пила, встречая на своем пути такие участки, уже не справляется с выносом опилок. В результате ее тыльная часть нагревается и увеличивается в размерах. Пила изгибается в распиле, и мы видим возникновение «волны». Трудно подобрать параметры пилы таким образом, чтобы она одинаково хорошо распиливала и твердые наружные, и мягкие внутренние слои одновременно. Рекомендуем изменить схему раскроя или выравнивать поверхность после получения бруса.
Возникновение «волны» при распиловке мерзлой древесины хорошо знакомо большинству операторов. И если распиловка полностью промерзшей древесины особых проблем не вызывает, то пиление слегка подмороженных или частично замерзших бревен — задача весьма и весьма нелегкая. Методика пиления здесь такая же, как при пилении древесины с неодинаковой плотностью.
При распиловке древесины с большим количеством сучков риск возникновения «волны» возрастает многократно. Пилить в этом случае необходимо очень внимательно и плавно снижать, а затем так же плавно увеличивать скорость подачи при прохождении каждого сучка.
Особые проблемы вызывает пиление очень смолистой древесины. Дело в том, что налипание опилок и смолы на полотно пилы равносильно увеличению ее толщины. А поскольку толщина пропила не меняется, пила начинает тереться о стенки пропила, нагреваться и, как следствие, падает натяжение. «Волна» появится тут же.
Применяйте моющую жидкость (хотя это не всегда помогает, т.к. жидкость подается обычно только на одну сторону пилы, а смола налипает с обеих сторон). Фирмой Wood Mizer разработана система LubeMizer для одновременной подачи омывающей жидкости на обе плоскости пилы. Советуем приобрести эту систему и установить ее на станок.
Андрей Федоров
Механик, ЗАО «Вуд-Майзер Ист», Санкт-Петербург
Основные сведения о пильном полотне — Марка:
Вы можете подумать, что не так много нужно знать, прежде чем покупать диск для циркулярной пилы, стола или радиальной пилы, но если вы посмотрите на него, ваш выбор может быть пугающим. Как только вы узнаете несколько основных терминов и их значение, а также кое-что о материалах лезвий, типах зубов, количестве зубьев и некоторых других технических лакомых деталях, все будет в порядке.
Вот несколько терминов и соображений, которые необходимо знать при выборе лезвия:
Приложение . Вам необходимо знать, на какой пиле вы собираетесь использовать лезвие, и на том, какие типы материалов вы собираетесь резать.Для различных дисковых пил и материалов требуются (или лучше всего работают) полотна, оптимизированные для этой операции. Существуют лезвия общего назначения, которые могут обрабатывать различные материалы, но если вы знаете, что, вероятно, будете резать только (или в основном) один тип, выберите лезвие, оптимизированное для этого.
Число зубцов — Количество зубцов на полотне определяет его режущее действие. Больше зубьев означает более плавный рез, меньшее количество зубцов означает, что лезвие снимает больше материала. Лезвия для поперечной резки имеют больше зубьев и обеспечивают более плавный разрез по волокну материала, у продольных лезвий меньше зубцов, они оптимизированы для резки по волокну и удаляют намного больше материала.
Глотка — Глазок — это пространство между каждым зубом на лезвии. Более широкая глотка дает больший кусок материала.
Конфигурация зубьев — Форма зубьев лезвия также определяет его рабочие характеристики. Зубья сконфигурированы для оптимизации поперечной резки, продольной резки и обработки определенных материалов, таких как ламинат, МДФ и т. Д. Некоторые распространенные типы зубьев включают Flat Top (FT), оптимизированные для продольной резки, Alternative Top Bevel (ATB), оптимизированные для поперечной резки, комбинированные зубья (CT), который включает оба типа зубьев и предназначен для резки общего назначения.
Угол зуба — Угол зуба (или крючка) относится к углу зуба по отношению к центральной линии лезвия. Лезвия с «положительным углом зацепа» означают, что зубцы наклонены вперед на определенный угол. «Отрицательный угол зацепа» означает, что зубцы повернуты назад под углом, противоположным направлению вращения лезвия. Чем выше положительный угол лезвия, тем агрессивнее лезвие.
Вот несколько отличных видеороликов на YouTube, которые объяснят все, что вам нужно знать, чтобы уверенно покупать пилы.За ними следует немного больше информации о важных характеристиках лезвия.
Canadian Woodworking также имеет хорошую статью для начинающих. Среди других полезных вещей он включает в себя несколько практических правил выбора дисковых пил для настольных, торцовочных или циркулярных пил:
- Лезвия с большим количеством зубьев обеспечивают более плавный рез. Лезвия с меньшим количеством зубьев удаляют материал быстрее, но, как правило, дают более грубый рез с большим «отрывом». Больше зубьев означает, что вам нужно будет использовать более низкую скорость подачи.
- Независимо от того, какой тип пильного полотна вы используете, на пильном полотне, скорее всего, останутся остатки. Вам нужно будет очистить этот остаток растворителем для смолы. В противном случае ваше пильное полотно будет страдать от «волочения» и может оставлять следы ожогов на дереве.
- Не используйте продольный нож для резки фанеры, меламина или МДФ. Это приведет к плохому качеству резки с чрезмерным «отрывом». Используйте лезвие для поперечной резки или, что еще лучше, качественное лезвие с тройной стружкой.
- Никогда не используйте продольный нож в торцовочной пиле, так как это может быть опасно и приведет к очень низкому качеству пропила.Используйте лезвие с поперечной резкой.
Качество лезвия
Быстрый поиск хорошего качества. Лучшие лезвия не режут карбид или сталь. Их зубы рассчитаны на долгий срок службы, их можно многократно затачивать. Лезвия эконом-класса почти всегда имеют тонкие штампованные стальные пластины. Слоты расширения, которые прямо заканчиваются в открытых отверстиях, сигнализируют о старых технологиях и шумном лезвии.
[Источник: Popular Woodworking]
Типы лезвий
Два основных типа дисковых пил для настольных пил — это диски для продольной и поперечной резки.Режущие лезвия имеют меньшее количество зубцов и большие углубления, что означает больше места для удаления стружки и пыли. Эти лезвия предназначены для резки по волокнам материала на столе, но, хотя они режут быстрее, получаемые разрезы получаются более грубыми.
Если вы хотите добиться более тонких резов, лучше подойдет лезвие для поперечной резки. Результирующий рез получается намного более гладким, но поскольку на зубах остается меньше места для удаления стружки и поскольку больше зубцов для прорезания древесины, скорость подачи намного ниже.
Если вам нужна и скорость, и гладкая поверхность, есть комбинированные лезвия, которые пытаются сделать и то, и другое. Также можно встретить специальные режущие лезвия. Они либо предназначены для разрезания определенных материалов, таких как фанера, древесина твердых пород, металла, пластика или даже кирпича, либо предназначены для выполнения специальных разрезов с целью создания швов. Сюда входят наборы лезвий дадо.
[Источник: The Sharp Cut]
Число зубцов
Как правило, лезвие с большим количеством зубьев обеспечивает более плавный рез, но при этом нагревается.Во избежание перегрева во время продольной резки следует задействовать от трех до пяти зубцов (см. Фото справа). Для поперечной резки и листовых материалов достаточно пяти-семи зубцов.
Для поддержания правильного соотношения зубьев в зацеплении идеально подойдет полотно с меньшим количеством зубьев для резки толстого материала. Другое решение — отрегулировать высоту лезвия (с установленной защитой лезвия). Поднимая лезвие выше, уменьшается количество зубьев в пропиле. Это также увеличивает угол зацепа, что делает лезвие более агрессивным, поэтому качество реза снижается.
[Источник: Popular Woodwoorking]
Ширина пропила и толщина листа
Ширина «пропила» — прорези, которую лезвие прорезает в материале — еще одно важное соображение. Наиболее очевидно, что ширина пропила определяет количество материала, расходуемого в процессе резки. Но ширина пропила — это не только вопрос экономики. Размер пропила частично определяется толщиной пластины с лезвиями, а прочная и надежная пластина с лезвиями является одной из характеристик хорошего лезвия.
Пильные полотна для тонких пропилов Зубья пильного полотна, конечно же, должны делать достаточно широкий пропил, чтобы позволить пластине полотна пройти через пропил. А для того, чтобы лезвие работало плавно и производило настоящий рез без больших задиров на краю разреза, пластина лезвия должна быть достаточно прочной, чтобы поглощать вибрацию и выдерживать тепло, выделяемое во время резки. Для полотна пилы с полным пропилом стандартная ширина пропила составляет около 1/8 дюйма. Но для так называемых пил с недостаточной мощностью — менее 3 л.с. для настольной пилы — полный пропил на 1/8 дюйма имеет другой эффект: слишком большая мощность инструмента.Если на полотно подается недостаточная мощность, пила замедляется, вызывая чрезмерное трение. Лезвие нагревается и может деформироваться или обжечь срезанную поверхность.
[Источник: WoodWeb]
Слоты расширения
Многие лезвия имеют слоты расширения, позволяющие лезвию слегка расширяться и сжиматься, не выбивая лезвие из строя. [Источник: Canadian Woodworking]Все о пильных полотнах — Expert Die, Inc.
ТЕРМИНОЛОГИЯ ПИЛ
- Каблук — конец, ближайший к ручке.
- Носок — Самый дальний от ручки конец.
- Зубья — Маленькие острые выступы вдоль режущей стороны пилы.
- Пищевод — впадина между остриями зубов.
- Грабли — угол передней поверхности зуба относительно линии, перпендикулярной длине пилы. Зубья, предназначенные для срезания волокон (продольная резка), как правило, более крутые, чем зубья, предназначенные для резки поперек волокон (поперечная резка)
- Зубов на дюйм — альтернативное измерение частоты зубьев на пильном полотне.Обычно сокращенно TPI, как «Лезвие, состоящее из 18TPI». [Сравните количество точек на дюйм.]
- Пропил — ширина пропила, которая зависит от нескольких факторов: ширины пильного полотна; набор зубьев клинка; количество колебаний, возникающих при резке; и количество материала, вытянутого со сторон разреза. Хотя термин «пропил» часто используется просто для обозначения ширины пильного полотна или ширины набора, это может вводить в заблуждение, поскольку полотна с одинаковой толщиной и набором могут создавать разные пропилы.
- оправка — вал двигателя пилы, который вращает пильное полотно. Часто называют оправкой.
- Bevel — Углы на твердосплавном зубчатом полотне. Зубья могут иметь одинарный скос, двойной скос или вообще не иметь скоса. Типы фаски могут меняться от зуба к зубу на данном лезвии. Фаска — это то, что придает пилу особый рисунок резки.
- Комбинированное пильное полотно — полотно, используемое как для продольной распиловки (резка по волокнам древесины), так и для поперечной резки (поперечная резка).
- Поперечный распил — Для резки или распиливания волокон древесины.
- Резак — Внешние лезвия, используемые в дадо.
- Dado — Углубленный пропил с плоским дном поперек волокон доски. Также набор лезвий используется для изготовления прецизионных канавок.
- Пильный диск общего назначения — Пильный диск с меньшим числом зубьев. Используется в основном для быстрой резки и рыхления.
FTG — Зубья с плоской вершиной используются на дисках, которые используются для продольной распиловки древесины с зернистостью.Заточка с плоской вершиной (FTG) хороша для удаления крупной стружки с пропила и является хорошей заточкой, которая, как правило, сохраняет хорошую стойкость кромки. FTG обычно используется на рыхлительных дисках с крутым положительным углом зацепа и меньшим числом зубьев, обычно от 10 до 30 зубьев.
ATB — Альтернативный верхний скос (ATB) — это шлифовальный станок, который имеет скос поперек вершины зуба, который наклоняется снаружи внутрь, попеременно с левой и правой стороны. Угол скоса может варьироваться от примерно 10 ° до примерно 20 °.Фаска помогает уменьшить вырывание при поперечном разрезе и порезах фанеры, является достаточно прочной и может быть полезна при продольном продвижении волокон. Заточка ATB используется как универсальное лезвие.
H-ATB — Зубья с верхним скосом примерно 25 ° или выше обычно называются шлифовальными станками с высокой альтернативной верхней кромкой. H-ATB используется для очень чистого пропила фанеры, ламината, меламина, шпона и ультратонкого поперечного пропила в твердой древесине.
TCG — Тройное шлифование стружки (TCG) также сочетает в себе два разных шлифования зуба в одном лезвии — шлифование с плоской вершиной и шлифование с трапециевидной вершиной, которое, по сути, представляет собой зуб с плоской вершиной и скошенной вершиной. В TCG чередуются «грабли» с плоской вершиной и верхний зубец трапециевидной формы, который немного выше зуба грабли. TCG долговечен и имеет низкий уровень выкрашивания хрупких материалов, что делает его подходящим для резки металлов, ламината, очень твердой древесины, абразивных материалов и тика.Подходит для крупномасштабных проектов.
Комбинированный зуб (4-1) — четыре зуба ATB и один зуб с плоской шлифовкой. Группа разделена большим глотком. Комбинированная конструкция (4-1) используется на комбинированных ножах для продольной и поперечной резки. Хорошо работает с массивной древесиной, композитами и искусственными панелями
ПОЛОЖИТЕЛЬНЫЙ — ОТРИЦАТЕЛЬНЫЙ (УГОЛ КРЮКА)
Лезвия с положительным углом наклона крюка (от 0 ° до 20 °) являются агрессивными лезвиями, потому что зубья вгрызаются в древесину под большим углом.
Отрицательный угол крюка (от -5 ° до 0 °) — это менее агрессивные фрезы, что дает
вам больше контроля над пилой и резкой.
ДОМАШНЯЯ КЛИНИКА; АБРАЗИВНЫЕ ПИЛЫ: БЕЗ ЗУБОВ, НО МНОГО ПРИКУСА ДЛЯ РАБОТЫ
Стержневая пила имеет абразивный материал со всех сторон, поэтому она режет во всех направлениях и поэтому идеально подходит для выполнения криволинейных пропилов. Полотна для ножовки, поскольку они плоские, лучше всего использовать только для прямых пропилов. Оба типа отлично подходят для резки проволочного кабеля и электрического кабеля в металлической оболочке, а также для земляных труб, цементных дренажных плит, тяжелых цепей и других работ, где нельзя использовать обычные пилы или где лезвия с большой вероятностью соскользнут при попытке начать резку.
Ни одно из этих абразивных лезвий никогда не нуждается в заточке, хотя абразив со временем затупляется. Однако лезвие, вероятно, станет бесполезным из-за сильного засорения задолго до того, как исчезнут абразивные свойства. Вот почему не рекомендуется использовать эти лезвия для обработки мягких металлов, таких как алюминий или медь, или мягкой древесины.
Пильные полотна для сабельных пил бывают с хвостовиками или концами разного размера, подходящими для различных сабельных пил и лобзиков. Также они изготавливаются с различными градациями абразивного зерна: мелким, средним и крупным.Стандартные лезвия, которые будут использовать большинство мастеров своими руками, имеют длину чуть менее трех дюймов, но есть также сверхмощные четырех- и шестидюймовые лезвия, которые используются подрядчиками и профессиональными механиками при их большой «врезной резке». ‘сабельные пилы — такие, которые используются для резки стен, полов и т. д.
Абразивные пилы для циркулярных пил имеют диаметр от шести с половиной до 10 дюймов и стоят довольно дорого — от 50 до 75 долларов в зависимости от размера, поэтому в основном они будут интересны профессиональным подрядчикам или мастерам, работающим с большими объемами таких труднообрабатываемых материалов, как панели из стекловолокна или композитные панели с полимерным наполнителем.Они не предназначены для сплошной резки кирпичной кладки — для этого есть специальные абразивные полотна, которые стоят намного дешевле — или металлов.
При использовании этих или любых других абразивных лезвий необходимо носить защитные очки для защиты глаз, так как мелкие частицы могут рассыпаться, особенно при использовании одного из этих лезвий в мотопиле. Отвечая на почту
В. Я владею 60-летним домом, в комнатах нижнего этажа которого полы из мягкой древесины.Это половые доски шириной два с половиной дюйма хорошего качества — сучков и других дефектов нет. Полы окрашены в очень темно-коричневый цвет, но теперь на отделке появились пятна, а в некоторых местах, где было интенсивное движение, древесина слегка раскололась. Я бы хотел, чтобы эти полы отшлифовали и отполировали, но я не уверен, что полы из хвойных пород будут стоить того, что они будут стоить. Считаете ли вы это целесообразным, и если да, то какую отделку вы бы порекомендовали наносить после шлифовки полов? — Дж.A.S., Роквилл-центр, L.I.
A. На самом деле нет причин, по которым эти полы нельзя отшлифовать, а затем отполировать так же, как пол из твердых пород дерева. Однако может возникнуть проблема со сколами — если шлифовка не удаляет или не сглаживает эти пятна, эти пятна необходимо заполнить шпатлевкой для дерева или какой-либо древесной пластмассой. Такой ремонт часто бывает довольно заметным, поэтому, если заполнение нецелесообразно, вполне вероятно, что эти доски придется полностью заменить.
Общие сведения о типах и преимуществах ленточных пил с твердосплавными напайками
В ленточнопильном производстве мастерские обычно могут выбирать между тремя типами полотна: угольными, биметаллическими и твердосплавными.Лезвия с биметаллическими и твердосплавными напайками обеспечивают лучшую производительность и более длительный срок службы, чем лезвия из углеродистой стали; однако выбор правильного типа может быть проблемой. В этой статье мы расскажем о преимуществах лезвий для ленточных пил с твердосплавными напайками и расскажем, когда их использовать.
Типы полотен для ленточных пил
Ленточные пилы можно разделить на три основных типа: углеродистые, биметаллические и с твердосплавными напайками.
- Карбоновые лезвия полностью изготовлены из углеродистой стали и имеют зубья, закаленные индукционным способом.Использование карбоновых лезвий в современных операциях весьма ограничено.
- Биметаллические лезвия изготавливаются из двух металлов. Основа лезвия изготовлена из гибкой пружинной стали, которая позволяет лезвию изгибаться и изгибаться во время использования. Проволока из быстрорежущей стали приваривается электронно-лучевой сваркой к основанию лезвия, в которое врезаны зубья лезвия. Быстрорежущая сталь (например, M42) обеспечивает долговечность режущей кромки, что способствует более длительному сроку службы лезвия по сравнению с углеродным лезвием.
- Подкладка для лезвий с твердосплавными напайками изготовлена из гибкой пружинной стали. Карманы с зубьями фрезерованы в материале основы, а твердосплавный наконечник впаян в карманы и окончательно отшлифован. Твердосплавный наконечник прочнее и может выдерживать большее количество тепла.
Ленточные пилы с твердосплавными напайками
Основные причины, по которым цех переходит на твердосплавные полотна для ленточных пил, — это более длительный срок службы и более быстрая резка. Причина, по которой эти лезвия могут обеспечить такие результаты, — это сам карбид, популярный материал для режущих инструментов из-за его высокой прочности и высокой термостойкости.Эти два фактора являются причиной того, почему твердосплавные лезвия превосходят биметаллические лезвия.
Карбидлучше всего подходит для использования в твердых материалах, потому что непрерывная резка вызывает меньшую вибрацию, чем, например, при резке конструкционных или тонкостенных труб.
Источник: LENOX, Stanley Black & Decker
Твердосплавные диски можно разделить на четыре основные категории:
- Общее назначение: обычно рекомендуется для операций резания, при которых часто меняются обрабатываемые материалы.Эти лезвия спроектированы так, чтобы быть универсальными, работать с широким спектром материалов и ограничивать необходимость замены лезвий.
- Труднообрабатываемые металлы: лезвия, оптимизированные для аэрокосмических сплавов, содержащих большое количество никеля, таких как нержавеющая сталь и инконель.
- Extreme Performance: твердосплавные лезвия с покрытием — нанесение тонкой пленки на кромку зуба лезвия помогает передать тепло от режущей кромки лезвия к стружке. Эта защита позволяет лезвию оставаться холодным, резать быстрее и продлевать срок службы лезвия.
- Специальность: лезвия, разработанные для специальных операций резания.
Когда использовать полотно ленточной пилы с твердосплавными напайками
Чтобы получить максимальную отдачу от полотна с твердосплавными напайками, важно учитывать некоторые ключевые элементы: ленточнопильный станок, оператора и эксплуатационные расходы.
Первым шагом к определению того, когда использовать твердосплавные пластины, является сам станок. Принято считать, что полотна с твердосплавными напайками следует использовать только на новых высокопроизводительных ленточнопильных станках.Фактически, полотна с твердосплавными напайками подходят для самых разных пил. Но есть несколько ключевых элементов, которые позволят максимально увеличить производительность вашего твердосплавного полотна:
a) чем жестче пила, тем лучше, поскольку она помогает предотвратить вибрацию, что помогает защитить твердосплавные зубья;
б) машина должна работать на повышенной скорости ленты; и
c) машина должна находиться в хорошем состоянии, чтобы расширить преимущества лезвия с твердосплавными напайками и предотвратить преждевременный выход из строя.
Ключевым компонентом работы с полотном с твердосплавными напайками является опыт оператора.Опытный или хорошо обученный оператор поможет максимально эффективно использовать лезвие с твердосплавным наконечником. Обученный оператор с большей вероятностью сможет безопасно установить полотно без поломки зубьев, правильно обкатать полотно для достижения более высоких скоростей, выполнить работу с правильными параметрами пиления и выполнить профилактическое обслуживание станка для поддержания станка в оптимальном состоянии.
Еще одним ключевым элементом является стоимость резки. Сокращение времени резки напрямую влияет на использование накладных расходов при выполнении резки. Это особенно очевидно для труднообрабатываемых материалов: использование лезвия с твердосплавным наконечником с более высокой скоростью и скоростью подачи может снизить стоимость резки по сравнению с биметаллическим инструментом.
Наш поставщик
Lenox, подразделение Stanley Black & Decker, является нашим партнером-поставщиком ленточных пил. Они предлагают широкий ассортимент высококачественных ленточных пил с углеродными, биметаллическими и твердосплавными напайками.
Выбор правильного ножа имеет решающее значение для успеха работы. Для получения дополнительной информации о полотнах для ленточных пил с твердосплавными напайками и о том, как выбрать полотно, подходящее для вашей работы, свяжитесь с нами.
Счетчик зубьев пильного полотна
Своевременная замена пильных полотен имеет важное значение для обеспечения правильной резки вашего инструмента без повреждения заготовки и для снижения риска травм оператора.Если вы хотите приобрести сменные полотна для своих пил, вам необходимо принять во внимание тип пилы, а также ваши конкретные потребности в резке и области применения. В частности, планируете ли вы использовать пилу для продольной или поперечной резки?
Что означает количество зубов
Пильный диск состоит из ряда зубцов, которые выполняют режущее действие. Количество зубцов зависит от множества факторов, в том числе от области применения, поэтому вам нужно будет решить, будете ли вы использовать лезвие для продольной или поперечной резки.Для продольной или поперечной резки древесины требуется лезвие с меньшим числом зубьев, чем при поперечной резке, которая предполагает резку поперек волокон.
Возможно, вы не знаете, какой тип резки вы будете выполнять, или, возможно, вы планируете одновременно выполнять продольную и поперечную резку. Комбинация, также известная как универсальные лезвия, обеспечивает идеальное решение. У них больше зубцов, чем у продольно-резательного полотна, но меньше, чем у поперечной резки, что позволяет им выполнять обе функции.
Какой пильный диск вам нужен
Обычно вы будете использовать пилу для резки пиломатериалов как поперек волокон, так и вдоль волокон.Для этого требуется пильный диск общего назначения или комбинированный. Если вы просто режете по волокну, вам нужно использовать полотно для продольной пилы. Для резки поперек волокон вам понадобится полотно для торцовочной пилы.
Ценность использования пильного полотна для определенного типа реза, который вы выполняете (поперечный или продольный), заключается в том, что полотна, предназначенные для этих конкретных пропилов, будут резать более плавно и быстро, а также прослужат дольше. Для повторяющихся задач, таких как обрезка полотна 2х4 до каркаса дома, вы сэкономите время и деньги, купив нож для поперечной резки.Для проектов, требующих обоих типов резки, вы потратите много времени на замену лезвия, если вы использовали лезвия для продольной и поперечной резки, поэтому комбинация будет более разумной.
Если вы не уверены, какой тип резки вы будете выполнять, или, возможно, вы планируете одновременно выполнять продольную и поперечную резку. Комбинация, также известная как универсальные лезвия, обеспечивает идеальное решение. У них больше зубцов, чем у продольно-резательного полотна, но меньше, чем у поперечной резки, что позволяет им выполнять обе функции.
Какая у вас пила?
Тип используемой пилы — еще один фактор, который следует учитывать при выборе подходящего полотна. Вот версии, которые совместимы с двумя наиболее часто используемыми бензопилами:
- Торцовочные пилы: Торцовочные пилы могут выполнять быстрые и точные пропилы в древесине под разными углами. Поскольку эти пилы обычно используются для поперечной резки, выбирайте полотно с большим числом зубьев.
- Стол: Настольные пилы являются предпочтительным вариантом для резки больших панелей из пиломатериалов или фанеры.Это приложение может потребовать копирования и поперечной резки, что означает, что вам следует выбрать комбинированное лезвие. Вы также можете приобрести модели для продольной и поперечной резки для использования по мере необходимости, хотя это может привести к дополнительным расходам и может потребовать более частой смены ножей.
Сколько зубов у пильного полотна?
Количество зубьев на пильном полотне зависит от его типа и длины. Доступные варианты обычно включают:
- Комбинация: 10-дюймовые полотна с 50 зубьями и 12-дюймовые с 60 зубьями
- Копирование: Ножи 10 дюймов с 24-30 зубьями и лезвия 12 дюймов с 40 или менее зубьями
- Поперечная резка: Лезвия 10 дюймов с 60 зубьями и 12 дюймов с 80 зубьями
Вопросы по выбору пильного полотна?
У вас все еще есть вопросы о том, какое пильное полотно подходит для ваших задач по резке? Специалисты Luxite Saw могут помочь.Не стесняйтесь обращаться к нам за дополнительной информацией сегодня. Если вы готовы купить диск для пилы, ознакомьтесь с нашим ассортиментом лезвий с твердосплавными напайками!
Похожие сообщения:
зубьев лезвия | Нортон Абразивы
Когда плотники выбирают правильное полотно для циркулярной пилы или лобзика, количество зубьев, а также их форма и угол могут повлиять на качество пропила. Эта направляющая для зубьев пильного диска поможет вам определить, что подходит для различных материалов.
Объяснение TPITPI — это количество зубьев на дюйм лезвия. Если вы хотите резать дерево или другие мягкие материалы, вам понадобится лезвие с TPI от 6 до 20.
Для более твердых материалов, таких как металл, больше подходит TPI от 14 до 36.
Количество зубцов указано на лезвии.
Чем больше зубов — лучше?Как правило, чем больше зубьев пильного диска, тем лучше качество пропила и чистовой обработки.Если вам нужен более быстрый и грубый рез, то вам больше подойдет лезвие с меньшим количеством зубцов.
Например, если вы режете алюминий или высококачественную отделку при резке ламината, вам понадобится большее количество зубьев по сравнению с лезвиями для мягкой древесины.
Когда у лезвий меньше зубцов, они имеют более глубокие пазухи (пространство между зубьями), что обеспечивает более агрессивное долбление. Лезвия Norton Clipper TCT (с наконечниками из карбида вольфрама) имеют канавки уникальной формы по сравнению со стандартными канавками, что снижает вибрацию и шум при резке, а также снижает нагрев стального центра, что делает его более безопасным для пользователя.
Разница между формами зубьевНе все зубья одинаковы. Различная форма зубьев может влиять на рабочую скорость и больше подходит для резки различных типов материалов. Убедитесь, что вы выбрали правильный тип для применения и желаемую отделку.
Профили общих зубьев дисковых пил:Альтернативный верхний скос: Эта конструкция зуба скошена сверху, причем каждый второй зуб скошен в направлении, противоположном соседним зубьям.Лезвия с такими зубьями легко затачивать.
Идеально для: поперечной резки массивной древесины и фанеры.
Рекомендуемые полотна:
Для распиловки древесины — CLIPPER PRO WOOD RIPPING 160×1,8 / 1,2×20 Z24 (70184608040)
Для отделки дерева и композитных материалов — CLIPPER PRO WOOD FINISHING 250×3,2 / 2,2×30 Z48 ( 70184608109)
Совет: большее количество зубьев обеспечивает более тонкий рез.
Тройное шлифование стружкой: Сначала режутся трапециевидные зубья, затем зубья с плоской вершиной удаляют стружку и расширяют рез.Эти лезвия предназначены для резки в тяжелых условиях, их также можно затачивать.
Идеально для: действительно твердых материалов, таких как ДСП с покрытием (HDF / MDF) и алюминий. Этот зуб обеспечивает очень чистую резку ламината и цветных металлов.
Рекомендуемые лезвия:
Для продольной резки — CLIPPER PRO LAMINATE 160×2,2 / 1,6×20 Z48 (70184608141) / диапазон>
Для чистовой обработки — CLIPPER PRO ALUMINIUM 255×3,0 / 2,2×30 Z80 (70184608139) / span>
Разборка: Режущий материал лезвий для сноса очень сложен.
Идеально для: резки ДСП плохого качества, а также древесины со слабыми сучками и гвоздями благодаря конструкции с защитой от отдачи для повышения безопасности. Лезвия также имеют ограничитель стружки в задней части уступа зуба, который ограничивает максимальный прикус зуба для управления скоростью подачи до безопасного значения.
Рекомендуемое лезвие:
CLIPPER PRO MULTIMATERIAL 190×3,0 / 2,0×30 Z20 (70184608129)
В целях дополнительной безопасности в рыхлительных полотнах для древесины и композитов большего диаметра также используется эта конструкция.Эти лезвия имеют большие зазубрины (расстояние между двумя зубьями), поэтому необходимо использовать их на станке, который имеет ограничитель стружки для управления скоростью подачи и предотвращения отдачи.
Обычные профили зубьев пилы для лобзиков:Фрезерованные: Эта конструкция менее тонко заточена и разрывает волокна древесины, а не режет. Он более агрессивен и дает более быстрый, но грубый срез. Набор пил оставляет следы при движении полотна сверху вниз, тем самым обеспечивая грубый пропил в древесине.
Идеально для: Металла и более плотных материалов, так как они служат дольше.
Рекомендуемые полотна:
ЛОЗИЛЬНЫЙ НОЖНИК HCS 76 T218A (70184608380)
Волнистый набор: Эта волновая конструкция поддерживает контакт поверхности между лезвием и материалом, чтобы избежать толчков и, таким образом, обеспечивает прямой рез.
Идеально для: резки тонких деталей, таких как листовая сталь или фанера.
Рекомендуемое лезвие:
RECIP BLADE BIM 228 S1122HF (70184608357)
Заточка: Эта конструкция создает острый край с очень прямым выравниванием зубьев.Кромка каждого зуба перпендикулярна оси резания, что позволяет каждому зубу работать по всей своей ширине, обеспечивая тонкие, острые и очень чистые резы.
Идеально подходит для: более мягких материалов, таких как ДСП
Рекомендуемое полотно:
ЛОЗИЛЬНОЕ ПИЛО HCS 100 T101B (70184608371)
Набор шлифованной стороны: Этот дизайн позволяет подрезать наклон в соответствии с углом наклона зубы.
Идеально для: резки дерева на высокой скорости.
Рекомендуемое полотно:
ЛОЗИЛЬНОЕ ПИЛО HCS 100 T244D (70184608375)
Все под угломНаправление зубьев полотна, также называемое углом зацепа, рекомендуется для разных материалов Приложения. Чем выше угол зацепа, тем агрессивнее режущее полотно режет материал. Это отлично подходит для быстрого просмотра большого количества материала, особенно при копировании.
Низкие (отрицательные) углы зацепа — те, у которых зубцы расположены под углом назад (от направления вращения), подходят для поперечной резки, резки фанерных панелей или недревесных материалов, таких как пластмассы и металл.Если вы режете фанеру, МДФ, OSB, ламинат, меламиновые плиты и ДСП, то рекомендуется угол от -2 ° до -10 °.
Четыре шага для выбора правильного деревянного полотна:Понимание того, нужно ли вам большее количество зубцов и желаемую форму зубьев, поможет вам выбрать правильное полотно для достижения желаемой отделки вашего материала . Загрузите каталог Wood Range и выполните следующие действия, чтобы выбрать подходящее лезвие:
1.Определите разрезаемый материалОтсюда вы выбираете соответствующую цветовую маркировку раздела с вашим идеальным продуктом.
2. На какую машину будет устанавливаться продукт?Информация о продукте сгруппирована по типу машины, например циркулярная пила
3. Какой размер полотна требуется?Проверьте технические характеристики своей машины.
Размеры продукта можно найти под каждой линейкой продуктов при просмотре продукта в каталоге, например.грамм. 165 мм при диаметре ствола 20 мм.
4. Какой вид резки вам нужен?Доступны различные типы резки, например, продольная и чистовая. Вы также можете увидеть информацию о конструкции зубов в ключевых технических характеристиках под каждой линейкой продуктов.
Использование пильного полотнаПри работе с древесными материалами мы рекомендуем носить маску и защитные очки, а также средства защиты органов слуха и перчатки при работе в тяжелых условиях.Также может быть полезно использовать устройство вакуумной экстракции для удаления стружки или мусора.
Перед использованием любого лезвия систематически и внимательно проверяйте состояние вашей машины и лезвия.
Если необходимо переходное кольцо, внимательно проверьте его качество и совместимость с отверстием вашего лезвия.
Мы рекомендуем регулярно (если не после каждого использования) чистить лезвия, чтобы продлить срок их службы и сохранить качество резки.
Чтобы лучше понять различные породы дерева, прочитайте руководство по дереву для начинающих.Для получения дополнительной информации о распиловке древесины и выборе подходящего диска свяжитесь с одним из наших экспертов Norton.
Как сказать кому-то, что вы его цените по тексту
Wq5v.phqdcupk
29 июля, 2017 · Благодарственные сообщения для поздравлений. «Спасибо, что поздравили меня с тем, что я стала мамой. Надеюсь, я пойду по твоим стопам! ». «Спасибо за поздравления! Ваши пожелания, молитвы и благословения принесли мне много пользы ». «Мне очень приятно знать, что даже вы счастливы, когда я добиваюсь успеха.». Однако, если цель вашего текста конкретна, например, вам нужно поговорить с ними о собаке, с которой вы поделились, или вам нужен номер сантехника, который когда-то помогал вам в пробке, напишите им. или намекает на то, что вы делаете, принимаете и открыты для изменений, а не защищаете себя. Если ваш друг делает что-то, что вас беспокоит, скажите ему без конфронтации, что вы чувствуете. 9. Делайте настоящие комплименты. Искренние комплименты показывают, что вы дорожите своим другом.Как и во всех отношениях, построение доверия и взаимопонимания требует времени. Возможно, вам придется встретиться несколько раз и познакомиться с ними, узнать об их нынешней карьере и целях, прежде чем просить их стать вашим наставником. Посмотрите, как связаться с незнакомым человеком (рефералом, с кем-то, с кем вы раньше не разговаривали и не писали). Примечание: Если … Причины афантазии Если вы действительно хотите победить парня, сделайте самое простое на планете, ЧТО НИКОГДА НЕ ДЕЛАЕТ НИКАКАЯ ЖЕНЩИНА: цените его. Скажите ему недвусмысленно, что в нем такого классного, затем опустите микрофон и оставьте его.НАПИШИТЕ ЕМУ ЭТО: «Ты знаешь, что мне в тебе больше всего нравится? То, как ты заставляешь людей улыбаться после разговора с тобой. Это бесценно …
- Ответ (1 из 25): Дружба может быть очень разной. Некоторые могут быть о целях дружбы и любви и т. д., а также в некоторых дружеских отношениях вы знаете, что счастливы вместе, веселитесь и все такое, но у вас нет необходимости рассказывать, как вы цените друг друга. Я не знаю, как у вас дружба, но если вы платите …
- Я знаю, это кажется слишком простым …но улыбка имеет большое значение! Даже если вы пытаетесь познакомиться с кем-то на профессиональном уровне, улыбка немедленно снимает напряжение и создает более дружелюбную атмосферу … Хотя кому-то может потребоваться некоторое время, чтобы полностью согреться с вами, просто посмотрите кому-то в глаза и Улыбка — это первый шаг к налаживанию связи. Сфотографируйте кого-то, кого вы любите, и отправьте ему по электронной почте или по электронной почте. Подумайте об удивительных людях в своей жизни. Потратьте час на то, чтобы написать этим людям письмо, в котором рассказывается, почему они такие классные.СМС — это еще проще и быстрее, чем отправлять письма. Вы можете написать кому-нибудь, чтобы просто сказать ему то, что вам в нем нравится.
- Но если вы знаете, что они ищут кого-то, с кем можно жить, мягко поднимите эту тему. В отличие от предложения руки и сердца, вы можете спросить потенциального соседа по комнате через текстовое сообщение, электронную почту или социальные сети. Вероятно, так будет лучше — они могут оценить возможность обдумать это, не отвечая немедленно. Как вы вежливо покажете / скажете кому-то в тексте, что они вам не интересны? Классическая ситуация: девушка в Snapchat все время присылает мне селфи.Сначала я отвечал им собственными селфи, что поставило меня в затруднительное положение (и это в значительной степени моя вина).
- G / O Media — это цифровая издательская компания премиум-класса с портфелем брендов, который определяется журналистикой, которая является ведущей, независимой и страстно увлеченной. Мы привлекаем поклонников, которые это отражают: влиятельных болтунов, которые на ходу. к своим социальным сетям за мнение и за рекомендацию.
Spanninga illico 2 Milada moore leaked onlyfans Kaasbord idees
- Вы, например, оцените кого-то, кто одобряет вас, или кого-то, кто заставляет вас чувствовать себя ценным и великим.Человек, использующий слово «признательность», скажет этому человеку, что он искренне наслаждался своим временем, и что он чувствовал себя ценным и уважаемым со стороны того, кто он есть. … Чтобы послушать эти слова или прочитать их в текстовом сообщении … Вот несколько сообщений о «мыслях о тебе» для члена семьи: 12. «Скучаю по тебе! Надеюсь, у вас все хорошо в [ Флорида] и что погода вас радует! ». 13. «Не могу дождаться встречи с вами на праздниках в этом году! Я думал о вас сегодня утром и просто хотел сообщить вам.Люблю тебя! ».
- Хороший текст №1: текстовое сообщение« Большой интерес ». Никто не хочет получать супер-скучный текст вроде« привет »или« как дела? ». Эти тексты не только лишены цели, но и лишены смысла. не заставляйте бывшего вообще испытывать какие-либо эмоции. Вы хотите послать что-то, что заставит их чувствовать себя хорошо … И имеет реальную ценность.
- По этой причине вы должны обязательно включить в список авторитетных судей, которые могут высоко о вас отзываться. , вам следует сообщить этим людям, что вы подаете заявление о приеме на работу, и указать их в качестве рефери.В этой статье вы узнаете, как выбрать рефери, попросить его выступить в роли вашего рефери, отправив образец электронного письма, и как ответить на собеседование после собеседования. Как сказать кому-то, что вы цените его, в тексте? Случайные слова признательности Я просто хотел сообщить вам: то, что вы делаете для (меня, компании, нашей группы), не останется незамеченным. Благодарю вас от всего сердца за вашу приверженность. Вы — сердце и душа этой команды. Я только […]
- То же самое относится к вопросу «Расскажи мне о себе».Не отвечайте, а вместо этого — скажите ей, что вы не думаете, что это такая уж хорошая идея узнать друг друга по тексту, и вы просто позвоните ей позже. Не бойтесь этого делать. Многие девушки (особенно лучшие) оценят это по достоинству. См. Реальный пример здесь: Найдите несколько сообщений ниже, чтобы отправить ей. 1. Когда я впервые увидел вас, я никогда не знал, что вы превратите мой мир в такой рай; заботливые и любящие. Сегодня я ценю и благодарю вас за любовь и заботу, которые вы мне оказали. 2. Когда я держу тебя за руки, когда я думаю о тебе, ты даешь мне силы продолжать борьбу.G / O Media — это цифровая издательская компания премиум-класса с портфелем брендов, определяемых журналистикой, которая является передовой, независимой и безумно увлеченной. Мы привлекаем поклонников, которые это отражают: влиятельных молва, которые всегда готовы к общению. их социальные установки для мнения и для рекомендации.
- Вот несколько советов о том, как положительно влиять на людей. 1. Будьте искренними. Чтобы влиять на людей положительным образом, вам нужно быть искренним. Вместо того, чтобы быть копией чужой версии подлинности, раскройте то, что делает вас уникальным, чтобы начать оказывать положительное влияние на других.«У тебя такой позитивный настрой — мне просто нравится быть рядом с тобой». «Ты всегда знаешь, когда мне нужно поговорить». Приложите усилия, чтобы правильно сделать комплимент людям, и они действительно оценят это. Отправьте им открытку с благодарностью. Открытки с благодарностями — это настоящая головная боль. Я знаю, потому что посылаю их все время. Это боль в заднице … Надеюсь, ты знаешь, какой ты классный. Я ТАК влюблен в тебя прямо сейчас. Ты один из самых интересных людей, которых я когда-либо встречал. Ух ты! Вы действительно умны. Скучаю по тебе! В настоящее время хвастаюсь своим классным мужчиной.Ты вообще настоящий? Потому что такого человека, как ты, не может быть. Обычно я не люблю страшные фильмы, но с тобой я знаю, что буду в безопасности.
- Вы только что получили несколько отличных примеров того, как пригласить девушку на свидание через текст, но ваша работа еще не закончена. Вам все равно нужно отправить текст подтверждения, особенно если вы установили дату за несколько дней до этого. Отправьте короткое напоминание за 3-6 часов до встречи. Что-то вроде этого отлично работает: как начать разговор с девушкой по тексту.1. Сначала проверьте их онлайн-профиль. Проверить ее онлайн-профиль — один из лучших способов начать разговор с девушкой, с которой вы только что познакомились в сети. Не попадайтесь на глупую отправную точку, когда хотите отправить сообщение незнакомой девушке. Когда вы проверяете ее профиль в Facebook, Instagram или любом другом …
444 номер лотереи означает
Ответ (1 из 36): Я согласен с тем, что здесь говорят многие люди, но я верю в основной вопрос вам нужно спросить: насколько я забочусь о серьезности моих ответов / действий, которые я буду использовать, чтобы заставить их прекратить? Если вам все равно, я советую либо полностью заблокировать их… Wawiel park Вам не обязательно объяснять, почему — если они не спросят, тогда решать вам, — но давая им хотя бы это, вы позволяете им двигаться быстрее и освободите место для кого-то, кто может … Le bon coin 47 ameublement p 2 Однако, если цель вашего текста конкретна, то есть вам нужно поговорить с ними о собаке, с которой вы поделились, или вам нужен номер сантехника, который когда-то помогал вам в jam, давай, напиши им. Сентябрь 17, 2017 · Покажи им, что ты сожалеешь. Если вы хотите извиниться перед кем-то, кто не разговаривает с вами, но вы все еще в его жизни, вы можете показать, что сожалеете своими действиями, даже если они не будут слушать ваши слова.Я не призываю к каким-либо грандиозным жестам, таким как отправка им цветов, покупка конфет и т. Д. зарегистрируйтесь позже. Во-первых, это просто вежливо, потому что (и вы знаете, что я прав), когда вы отправляете сообщение, а кто-то не отвечает часами, вы начинаете нервничать. Как я могу написать кому-то, кто заблокировал мой номер? Один из самых быстрых способов отправить текстовое сообщение тем, кто вас заблокировал, — это отправить сообщение через SMS.Они получат ваши SMS-сообщения. Вы можете ввести текст в свое приложение для обмена текстовыми сообщениями по умолчанию и отправить его на его номер или человеку в вашем списке контактов, который вас заблокировал. Это надежный метод. 5 дней назад
Когда кто-то дает вам отзыв или намекает о чем-то, что вы делаете, принимайте и открывайте для изменений, а не защищать себя. Если ваш друг делает что-то, что вас беспокоит, скажите ему без конфронтации, что вы чувствуете. 9. Делайте настоящие комплименты. Искренние комплименты показывают, что вы дорожите своим другом. Pqbd0f.phppvvusv Объясните сон. Даже если вам не приснился настоящий сон, скажите ему, чего вы хотите. [Читать: Как флиртовать с ним по тексту] 24. Ты лучшее, что когда-либо случалось со мной. Дать ему понять, что вы цените его и не воспринимаете как должное, — отличный способ порадовать вашего парня через текстовое сообщение. 25. У меня есть ингредиенты для … 1 Напишите записку. Один из лучших способов показать кому-то, что вы цените его и выразить свои чувства, — написать небольшую записку. Простая благодарственная записка может иметь большое значение и скрасить день обоих людей.Таким образом, вы сможете яснее излагать свои мысли и вести себя глупо, но без неловкости.
Коул Бекхэм рост
Когда вы решаете, что больше не хотите продолжать видеться или спать с кем-то, вы обязаны сообщить ему эту новость как можно скорее. «Как только вы поймете, что с этим другим человеком ничего не получится, не цепляйтесь за него и не ждите и посмотрите, кто появится в вашей ленте Tinder, чтобы определить, собираетесь ли вы вернуть его или ее текст … самое время сказать им, как сильно вы их любите, испек сладкое угощение или купив им их любимый десерт.Добавьте краткую заметку с тремя причинами, по которым они потрясающие, и посмотрите, как их улыбка освещает комнату. Вдохновитесь, чтобы рассказать своему любимому, как сильно вы его любите, одной из этих добрых мыслей: «Я ценю вас». Я бы потерялся без вас. Не волнуйтесь, мы здесь, чтобы дать вам советы о том, как признаться в любви в тексте, не слишком прямолинейно. Флиртовать. Флирт — это первый шаг к тому, чтобы показать кому-то, что он вам нравится. Здоровый флирт — это …
- Если вы просто потратите немного времени на создание интересного стишка, вы можете рассказать людям, как они заставили ваше сердце расти, и дать им чувство возвышенности 2.Сделайте это со временем.
- Это одна из самых полезных вещей, которые вы можете сказать. Вместо того, чтобы спрашивать любимого человека, чем вы можете помочь, скажите ему конкретно, чем вы можете помочь. Лечение, назначения врача и физические симптомы затрудняют повседневную жизнь. Убедитесь, что ваш любимый человек знает, что обо всем позаботятся.
Inzidenz wustermark aktuell
Скажите своим сотрудникам спасибо, используя самые лучшие цитаты, выражающие признательность сотрудникам. Вот отличные примеры сообщений с благодарностью сотрудникам, чтобы поблагодарить вашего сотрудника.Признание сотрудников — это основная потребность человека в создании значимого и эффективного офиса или бизнеса. Сообщения с благодарностью могут сделать всю работу за вас. Возможно, вам придется выразить благодарность своему начальнику или коллегам, друзьям или особому человеку. Но убедитесь, что у вас есть идеальное сочетание слов, которое позволит вам оценить их так, что они полностью растопят их сердце. Проявляйте свое уважение и любовь, потому что они того стоят. Футбол высшей лиги сегодня 20 апреля, 2016 · Если вам трудно принять чье-то поведение таким, какое оно есть, то, возможно, следующий совет для вас.3. Скажите им, как именно вы себя чувствуете, ваши чувства верны. Здорово верить в других и верить, что они внезапно обретут порядочность, но иногда людям нужен стимул. То есть кто-то или что-то указывает им путь. .
Liste des promus classe exceptionnelle versailles 2021
Напряжение, которое вы чувствуете, когда не знаете, нравитесь ли вы кому-то, — САМОЕ ЛУЧШЕЕ. Это то, что вызывает у вас бабочек в животе. Это то, что превращает ваши внутренности в кашу. Это то, что создает небесную смесь чистого блаженства.Играйте медленно. Обнимите ее крепче, когда вы ее поприветствуете. Смотри ей в глаза немного дольше обычного. Требуется огромное мужество, чтобы сделать то, что ты собираешься сделать, поэтому гордись собой за то, что у тебя хватило храбрости сказать кому-то, что они тебе нравятся. 9) Не перебарщивайте с текстом. Может возникнуть соблазн сделать это через текст или мессенджер, но это снизит ваши шансы на успех.
- Ваши поклонники будут действительно признательны, если вы отправите им сообщение с пожеланиями удачи в тесте, который они случайно упомянули несколько дней назад…. Если ты хочешь ~ действительно ~ познакомиться с кем-то, узнай …
Цитаты для друга «Размышляя о тебе» «Мое сердце танцует от радости, когда я думаю о тебе» — Дебасиш Мрида «Ты знаешь, что я никогда никогда не скучал, никогда не чувствовал себя одиноким, потому что ты всегда в моих мыслях утром, днем и ночью »- Митч Куэнто« Если бы мне давали доллар за каждый раз, когда ты был в моих мыслях, у меня был бы только один, потому что ты никогда не покидал их. 22 июля, 2021 · Ты веселее, чем шариковая яма, заполненная конфетами. Шутки смешнее, когда ты им рассказываешь.Вы всегда знаете, как найти эту серебряную подкладку. Ты свеча в темноте. Быть рядом с тобой — это как маленький счастливый отпуск. Ты веселее, чем пузырчатая пленка. Ты как глоток свежего воздуха. Вы чья-то причина улыбаться.
- Если они на работе, напишите им симпатичный текст или картинку, на которой вы наслаждаетесь закусками. Это звучит глупо, но выражение признательности в данный момент всегда получается немного более сладким и искренним …
- 22 июня 2020 г. · Сообщите им, что этот вклад был должным образом отмечен и что вы цените такой вклад.Отправьте письмо с благодарностью поставщику или клиенту, который помог вам упростить вашу работу. Отправьте письмо с благодарностью тому, кто сделал все, чтобы сделать ваш день лучше.
- Как узнать кого-то лучше по тексту. Габриэль Эпплбери М.А., Брак и семейная терапия. Скопировано! Текстовые сообщения могут быть отличным способом узнать кого-то получше. Есть масса способов завязать разговор и выяснить, подходите ли вы двое. 15 ноября 2007 г. · Имеет смысл, что они — самый идеальный человек, который вам подходит, потому что они относятся к вещам так же, как и вы делать.Вы оба не удосужились бы сказать другому, что они вам нравятся, оба были уверены, что другой это сделает. Но по правде говоря, вы оба любите друг друга и никогда бы не узнали. Огромные возможности тратятся впустую.
- Ах, искусство текстовых сообщений. Текстовые сообщения — это здорово, потому что даже если у вас нет времени (и давайте признаем, что все мы живем сумасшедшей занятой жизнью), вы все равно можете отправить приятное сообщение о пропавших без вести, не отнимая много времени или усилий. Отсутствие текста — это здорово, потому что это дает вашей второй половине понять, что вы думаете о них — одно из самых лестных понятий, которые мы можем испытать.
- Спасибо, что пригласили меня на собеседование на должность менеджера по продажам. С нетерпением жду встречи с вами 18 мая в 10 часов утра в вашем офисе в Пенсильвании. Если вы хотите, чтобы я что-то предоставил до или во время собеседования, дайте мне знать. Я ценю возможность. С уважением, Джим Леви [адрес электронной почты защищен] 123-456-7890 …
Скажи это с едой. 5. Как сказать своему обожателю, что он вам нравится, через текстовое сообщение в поисках мусора. 6. Получите его помощь, чтобы сделать ему подарок.7. Составьте для него плейлист. 8. «Случайно» скажите любимому человеку, что он вам нравится, в тексте, не сообщая ему об этом. Найдите несколько сообщений ниже, чтобы отправить ей. 1. Когда я впервые увидел вас, я никогда не знал, что вы превратите мой мир в такой рай; заботливые и любящие. Сегодня я ценю и благодарю вас за любовь и заботу, которые вы мне оказали. 2. Когда я держу тебя за руки, когда я думаю о тебе, ты даешь мне силы продолжать борьбу.
- Преодолеть того, кого вы глубоко любите, и двигаться дальше по жизни — это не процесс, который вы можете выполнить в одночасье.Это непросто и никогда не будет. Но тебе нужно продолжать бороться. Независимо от того, насколько это сложно или болезненно, вам нужно стоять на своем и заставлять себя становиться лучше. В этом посте мы поделились с вами, как …
- G / O Media — это цифровая издательская компания премиум-класса с портфелем брендов, определяемых авторитетной, независимой и безумно увлеченной журналистикой. Мы привлекаем поклонников, которые отражают это: влиятельные «молва», к которым в своих социальных сетях обращаются за мнением и за рекомендациями.
- Сделайте милое фото кого-то, кого вы любите, и отправьте им по электронной почте или по электронной почте. Подумайте об удивительных людях в своей жизни. Потратьте час на то, чтобы написать этим людям письмо, в котором рассказывается, почему они такие классные. СМС — это еще проще и быстрее, чем отправлять письма. Вы можете написать кому-нибудь, чтобы просто сказать ему то, что вам в нем нравится.
- Выражение глубокой любви в словах Я дорожу тобой. Я хочу всю жизнь с тобой. Я обожаю тебя. Я стал лучше благодаря тебе. Я нуждаюсь в тебе рядом. Я не могу перестать думать о тебе.Моя любовь к тебе безусловна и вечна. Все хорошее в моей жизни связано с тобой. Больше вещей… Можно ли говорить кому-то, что ты любишь их, в тексте?
Вопросы по кодированию снежинок
Пошлите людям это короткое сообщение, чтобы сообщить им, что вы искренне благодарны за их место в вашей жизни. 24. Вы заслуживаете лучшего сегодня и каждый день. Спасибо вам за то, что вы во многом ободряли и поддерживали мою жизнь. Те, кто делает больше всего в своей жизни, заслуживают самого лучшего празднования.Сообщите им, как много они для вас значат. 25.
- Даже если вы целовались с девушкой в последний раз, когда видели ее, и она сказала: «Я не могу дождаться, чтобы увидеть вас снова», вам все равно нужно подавить ее предвкушение и желание вашей следующей встречи с помощью текстового сообщения. . Вот 11 способов выделиться среди всех конкурентов и стать самым интересным парнем в ее телефонной книге. 20 февраля 2012 г. · Я действительно не знаю объем работы фельдшера, но не думаю, что он / она лучший человек, чтобы помочь вам сейчас. ваше тело истощено и находится в состоянии стресса, и, следовательно, у вас не хватит мозгов, чтобы все обдумать.по крайней мере, это то, что случилось со мной. врач, который раньше лечил депрессию, и какой-то эксперт, с которым вы можете поговорить, — это … Вероятно, вы также чувствуете чувство стыда и смущения, потому что вы думали, что вы кому-то нравитесь так же сильно, как и они, но затем они внезапно прерывают контакт с вы без предварительного предупреждения.
- Когда вы можете показать своим сотрудникам, что доверяете им, это станет очень важным сигналом. По сути, вы говорите им, что их работа достаточно хороша, чтобы им не нужно было оглядываться через плечо.5.
А теперь поговорим о текстах, которые заставят его зациклиться на вас. 1. Смешной текст. Юмор — отличный способ сблизиться, а мужчинам нравится острая, веселая, беззаботная женщина. Вы можете отправить смешной мем, статью или шутку. Только не делайте это слишком часто, иначе вы просто попадете в забавные отношения типа подшучивания.